Добрый день, моделисты. В этой статье я хотел бы подробно описать самый ПРОСТОЙ способ изготовления алюминиевых деталей любой сложности, а также наглядно его продемонстрировать.


Я думаю любой довольно опытный автомоделист когда-либо сталкивался с проблемой ломкости стоковых пластиковых деталей. Решением данной проблемы является их замена на "алюминий", но покупка данных деталей может встать в очень круглую сумму. Поэтому мной было принято решение изготовить их вручную, ну или, проще говоря, ВЫПЛАВИТЬ их.
Теперь поговорим непосредственно о плавке.
Для изготовления детали вам потребуются:
1) Мозг и руки
2) Ёмкость для плавки
3) Всякий ненужный металлолом (я настоятельно рекомендую использовать ДЮРАЛЬ, потому как чистый алюминий обладает очень плохими литейными свойствами)
4) Форма
5) Паяльная лампа
6) 10 (или больше) кирпичей
ШАГ №1
Емкость для плавки можно элементарно изготовить из куска стальной трубы, приварив к ней дно.
(температура плавления дюрали около 650 градусов по Цельсию, поэтому сталь вполне подойдет)


Также рекомендую для большего удобства сделать сверху на трубе подобие "носика"
ШАГ №2
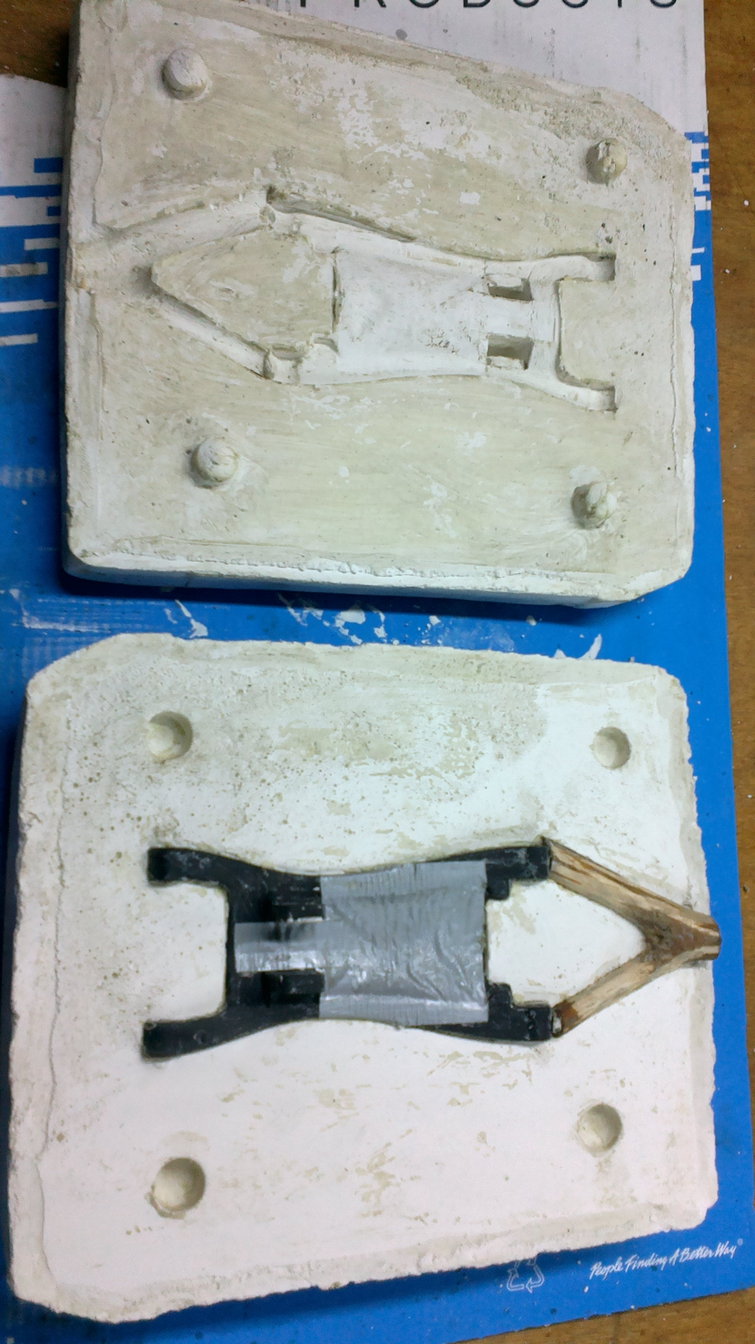
Теперь приступим к самому сложному - к изготовлению ФОРМЫ для отливки.В зависимости от сложности отливаемой детали форма может состоять как из одной части, так и из нескольких (в моем случае форма собирается из двух половинок)
В первую очередь вам необходимо максимально упростить деталь (заклеить скотчем все отверстия), чтобы в процессе отливки ничто не создавало препятствий на пути у расплавленной дюрали
Форму для литья проще всего изготовить из гипса (алебастр не желателен!). Лучше всего использовать скульптурный гипс.

Перед заливкой гипса емкость необходимо намазать чем-нибудь жирным, чтобы гипс не прилипал (масло, отработка, литол...), то же самое нужно сделать с моделью детали
 Заливать гипс следует осторожно, слегка потряхивая форму, чтобы выходили пузыри (некоторые даже используют специальные вибростолы)
Заливать гипс следует осторожно, слегка потряхивая форму, чтобы выходили пузыри (некоторые даже используют специальные вибростолы)
ПРИМЕЧАНИЕ: Гипс очень быстро твердеет, поэтому нужно не "проморгать" тот момент когда уже пора засовывать модель в гипс.
Я забыл сказать, очень важно вместе с моделью положить в гипс какой-нибудь стержень(-ни) (палку), он будет впоследствии каналом(-ами) для заливки дюрали.

После того, как первый слой застыл, подготавливаем его для дальнейшей заливки.
Сверлим большим сверлом 4 неглубоких отверстия (они нужны, чтобы готовые половины форм не "ездили" относительно друг друга в процессе отливки), мажем верхнюю часть формы маслом.
Заливаем второй слой прямо поверх первого.
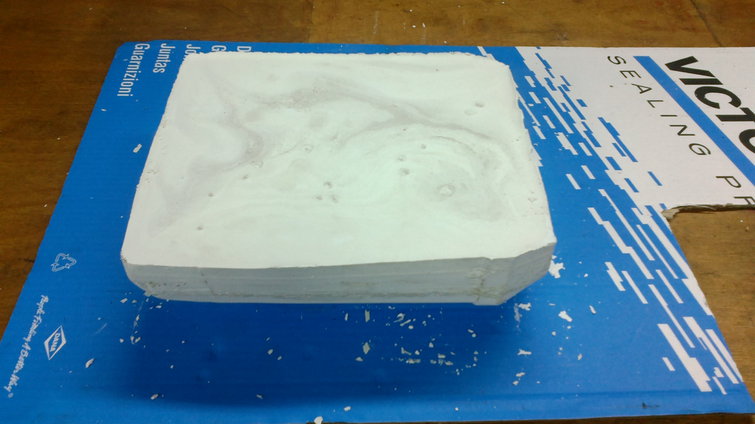

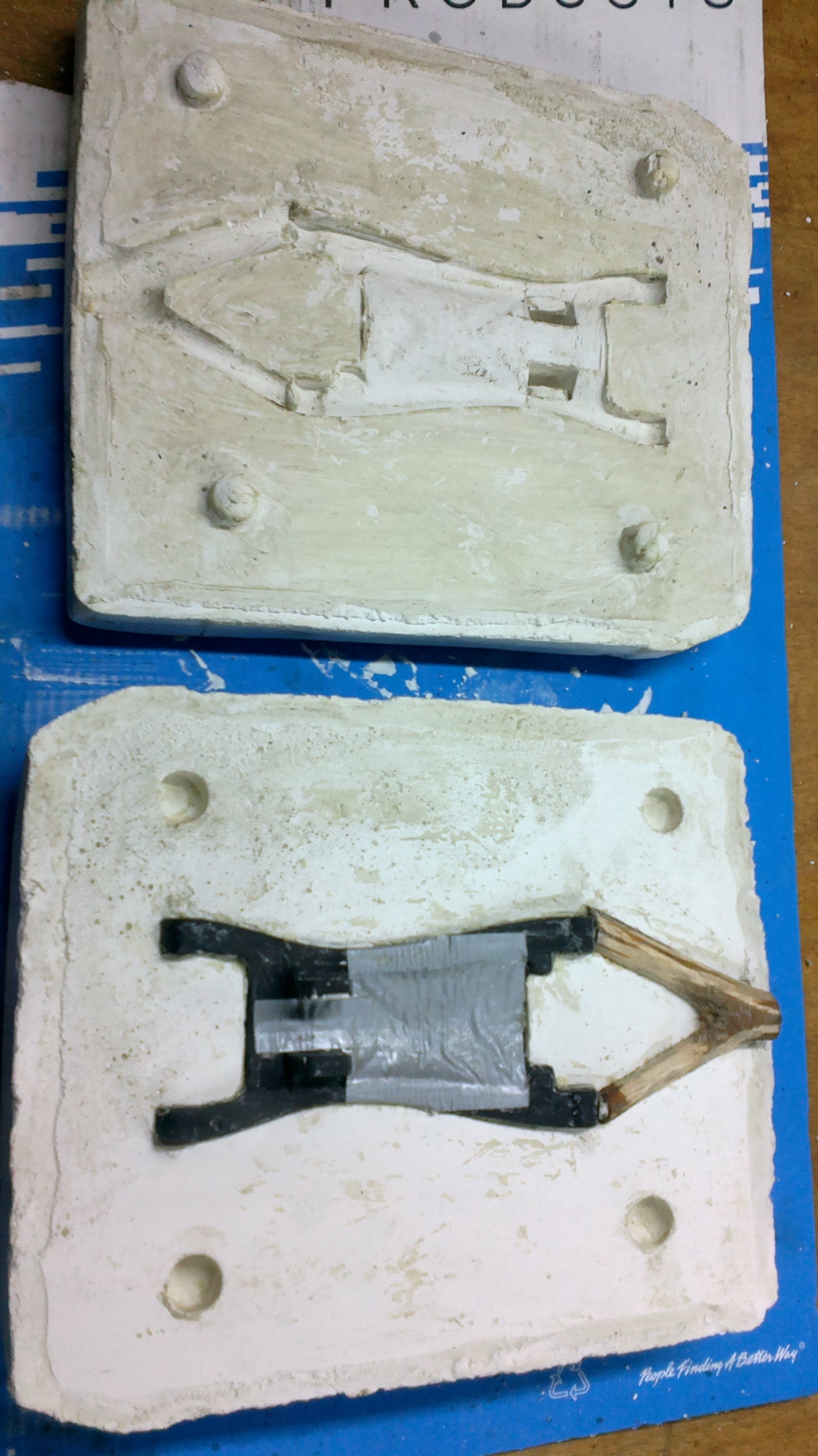
После затвердевания вынимаем форму из емкости и аккуратно разъединяем полученные половинки.

Наждачкой или ножом зачищаем неровности, а также на одной из половин ножовкой по металлу делаем несколько неглубоких (2-3мм) пропилов.

ПРИМЕЧАНИЕ: Сделать данные пропилы необходимо, т.к. они будут отверстиями для выхода газов при отливке (алюминий будет пузыриться, если их не сделать)
Далее обе половины формы КРАЙНЕ ВАЖНО высушить (чем суше будет форма, тем более качественной будет деталь). Сушить можно где угодно (даже в печи).
Непосредственно перед отливкой форму нужно покрыть сажей, чтобы жидкий алюминий не прилипал.

ШАГ №3
Из заранее подготовленных кирпичей складываем подобие печки (сама по себе паяльная лампа не расплавит дюраль) и накрываем верхнее отверстие печки какой-нибудь железной пластиной.
Плавим.


В процессе плавления на поверхности жидкой дюрали будет скапливаться "шлак", его необходимо убирать.
Заливаем жидкий металл в форму и ждем пока остынет.
 Полученную заготовку шлифуем, отрезаем от нее ненужные части, сверлим необходимые отверстия.
Полученную заготовку шлифуем, отрезаем от нее ненужные части, сверлим необходимые отверстия.
Ну вот собственно и вся технология. Пробуйте, интересуйтесь и помните, что нет ничего невозможного.
Теперь поговорим непосредственно о плавке.
Для изготовления детали вам потребуются:
1) Мозг и руки
2) Ёмкость для плавки
3) Всякий ненужный металлолом (я настоятельно рекомендую использовать ДЮРАЛЬ, потому как чистый алюминий обладает очень плохими литейными свойствами)
4) Форма
5) Паяльная лампа
6) 10 (или больше) кирпичей
ШАГ №1
Емкость для плавки можно элементарно изготовить из куска стальной трубы, приварив к ней дно.
(температура плавления дюрали около 650 градусов по Цельсию, поэтому сталь вполне подойдет)


Также рекомендую для большего удобства сделать сверху на трубе подобие "носика"
ШАГ №2
Теперь приступим к самому сложному - к изготовлению ФОРМЫ для отливки.В зависимости от сложности отливаемой детали форма может состоять как из одной части, так и из нескольких (в моем случае форма собирается из двух половинок)
В первую очередь вам необходимо максимально упростить деталь (заклеить скотчем все отверстия), чтобы в процессе отливки ничто не создавало препятствий на пути у расплавленной дюрали
Форму для литья проще всего изготовить из гипса (алебастр не желателен!). Лучше всего использовать скульптурный гипс.

Перед заливкой гипса емкость необходимо намазать чем-нибудь жирным, чтобы гипс не прилипал (масло, отработка, литол...), то же самое нужно сделать с моделью детали
 Заливать гипс следует осторожно, слегка потряхивая форму, чтобы выходили пузыри (некоторые даже используют специальные вибростолы)
Заливать гипс следует осторожно, слегка потряхивая форму, чтобы выходили пузыри (некоторые даже используют специальные вибростолы)ПРИМЕЧАНИЕ: Гипс очень быстро твердеет, поэтому нужно не "проморгать" тот момент когда уже пора засовывать модель в гипс.
Я забыл сказать, очень важно вместе с моделью положить в гипс какой-нибудь стержень(-ни) (палку), он будет впоследствии каналом(-ами) для заливки дюрали.

После того, как первый слой застыл, подготавливаем его для дальнейшей заливки.
Сверлим большим сверлом 4 неглубоких отверстия (они нужны, чтобы готовые половины форм не "ездили" относительно друг друга в процессе отливки), мажем верхнюю часть формы маслом.
Заливаем второй слой прямо поверх первого.

После затвердевания вынимаем форму из емкости и аккуратно разъединяем полученные половинки.

Наждачкой или ножом зачищаем неровности, а также на одной из половин ножовкой по металлу делаем несколько неглубоких (2-3мм) пропилов.

ПРИМЕЧАНИЕ: Сделать данные пропилы необходимо, т.к. они будут отверстиями для выхода газов при отливке (алюминий будет пузыриться, если их не сделать)
Далее обе половины формы КРАЙНЕ ВАЖНО высушить (чем суше будет форма, тем более качественной будет деталь). Сушить можно где угодно (даже в печи).
Непосредственно перед отливкой форму нужно покрыть сажей, чтобы жидкий алюминий не прилипал.

ШАГ №3
Из заранее подготовленных кирпичей складываем подобие печки (сама по себе паяльная лампа не расплавит дюраль) и накрываем верхнее отверстие печки какой-нибудь железной пластиной.
Плавим.


В процессе плавления на поверхности жидкой дюрали будет скапливаться "шлак", его необходимо убирать.
Заливаем жидкий металл в форму и ждем пока остынет.
 Полученную заготовку шлифуем, отрезаем от нее ненужные части, сверлим необходимые отверстия.
Полученную заготовку шлифуем, отрезаем от нее ненужные части, сверлим необходимые отверстия.Ну вот собственно и вся технология. Пробуйте, интересуйтесь и помните, что нет ничего невозможного.













нет. Там материал обычно мягкий. Для штамповки.
Много дюраля на самолетах и военной технике. Но доступ на "кладбища" самолетов вряд ли возможен.
Я уже писал, что в математике не шарю, но на сколько я помню из уроков химии 9кл магний это металл который химичка хранила в банке керосина, ибо он при взаимодействии с воздухом самовоспламенялся.
Я не коим образом не спорю с тем что калеса от кукурузника это супер материал для взрывпакетов + головки цилиндров от этого народного самолета, но это не магний, во всяком случае не магний в чистом виде.
В любом виде магний не опасен
Но если находится в состоянии порошка или стружки то при взаимодействии с открытым огнем он воспламеняется при добовлении в него марганца (катализатор) реакция усиливается магний начинает взрываться .Раньше такую смесь использовали для вспышек фотоапаратов помните наверное по телеку все видели
Это Нобелевка, однако...
А по сути. Ни в коем случае не рекомендую использоать стружку от металлообрабатывающих предприятий, которой полно на пунктах приёма вторсырья по двум причинам:
1. неизвестно, какой конкретно материал там намешан. Обычно и Д16 и Амг и Амц и В95 стружка пакуется в один пакет.
2. При переплавке стружки действительно очень сильно выгорают легирующие добавки, и не возможно понять - какой сплав получится на выходе,что при переплавке кусков происходит в меньшей степени.