Предыдущая моя статья  ЧПУ CNC USB - от постройки до детали.+188
ЧПУ CNC USB - от постройки до детали.+188
25 янв. 2015 г., 21:33:20 | Александр Вороненко Санкт-Петербург
 Статья http://www.parkflyer.ru/blogs/view_entry/10022/
была создана с целью узнать возможности купленного мною китайского контроллера USB6560AXIS4 .
Статья http://www.parkflyer.ru/blogs/view_entry/10022/
была создана с целью узнать возможности купленного мною китайского контроллера USB6560AXIS4 .
Надеялся что публикация статьи поможет развить тему в освоении тонкостей в эксплуатации и начальному обучению в применении станка с программой CNC USB , но кроме всплеска критики в комментариях от тех кто имеет опыт и работает в MACH 3 и более продвинутые станки , ничего не получил.
Да часть критики, относительно хлипкости рабочего стола и больших люфтов на мебельных направляющих, была справедливой и со временем конструкцию рабочего стола поменял по мере закупки новых китайских комплектующих.
О модернизации и особенностях эксплуатации станка и примерах по применению програмного обеспечения я и хочу рассказать в этой статье .В конце статьи можно скачать созданные мною обучающе файлы по применению этого станка ЧПУ .Надеюсь что эта статья поможет тем кто имеет такой контроллер и не имеет никакого опыта в работе с ЧПУ.
ЧПУ CNC USB - от постройки до детали.+18825 янв. 2015 г., 21:33:20 | Александр Вороненко Санкт-Петербург
Статья http://www.parkflyer.ru/blogs/view_entry/10022/
была создана с целью узнать возможности купленного мною китайского контроллера USB6560AXIS4 .Надеялся что публикация статьи поможет развить тему в освоении тонкостей в эксплуатации и начальному обучению в применении станка с программой CNC USB , но кроме всплеска критики в комментариях от тех кто имеет опыт и работает в MACH 3 и более продвинутые станки , ничего не получил.
Да часть критики, относительно хлипкости рабочего стола и больших люфтов на мебельных направляющих, была справедливой и со временем конструкцию рабочего стола поменял по мере закупки новых китайских комплектующих.
О модернизации и особенностях эксплуатации станка и примерах по применению програмного обеспечения я и хочу рассказать в этой статье .В конце статьи можно скачать созданные мною обучающе файлы по применению этого станка ЧПУ .Надеюсь что эта статья поможет тем кто имеет такой контроллер и не имеет никакого опыта в работе с ЧПУ.
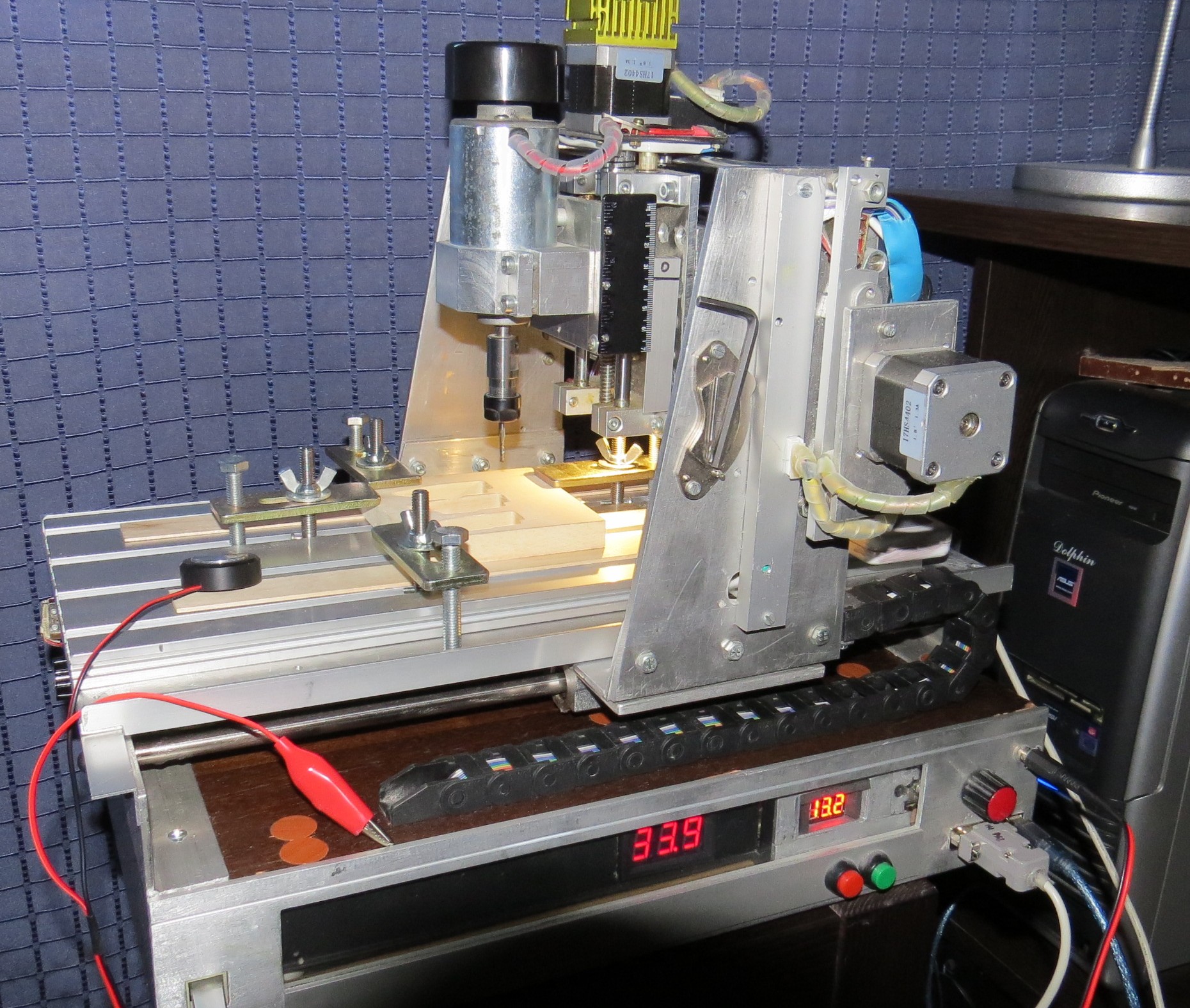
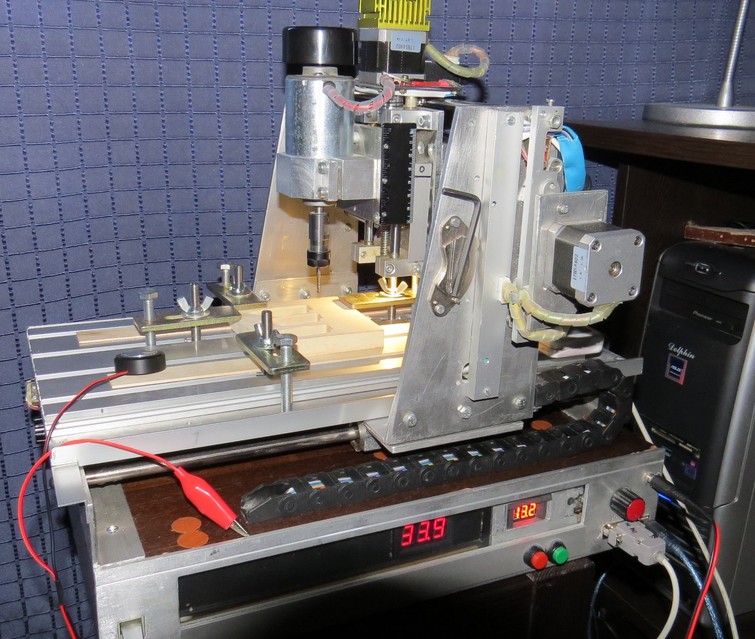
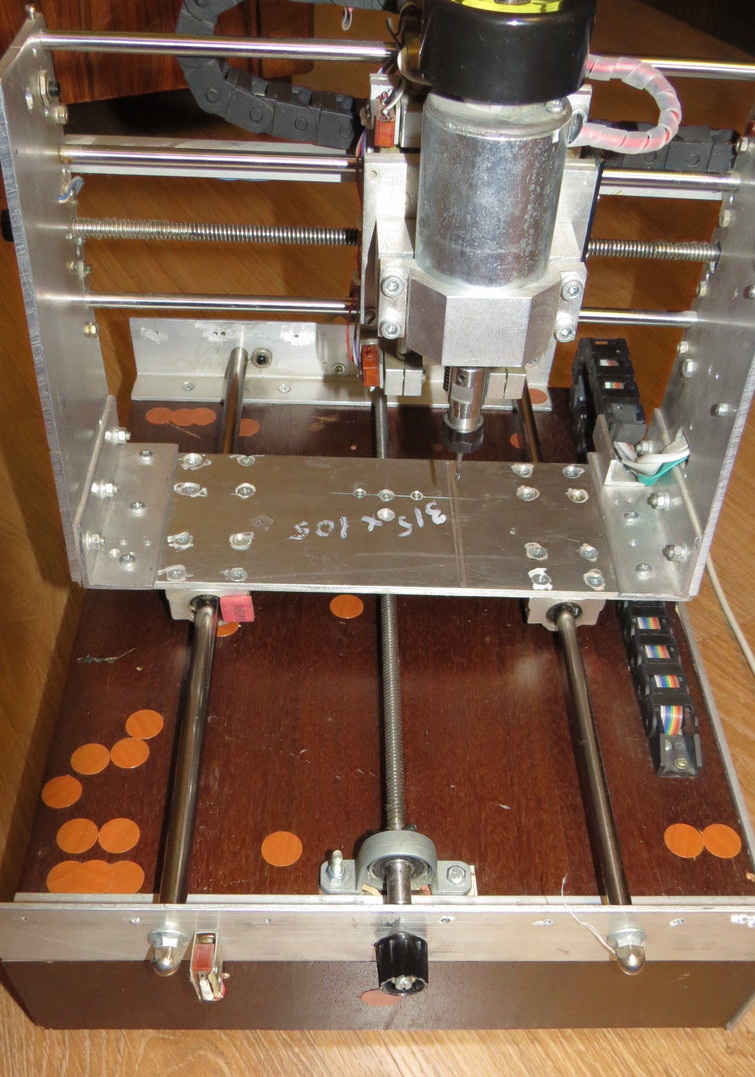
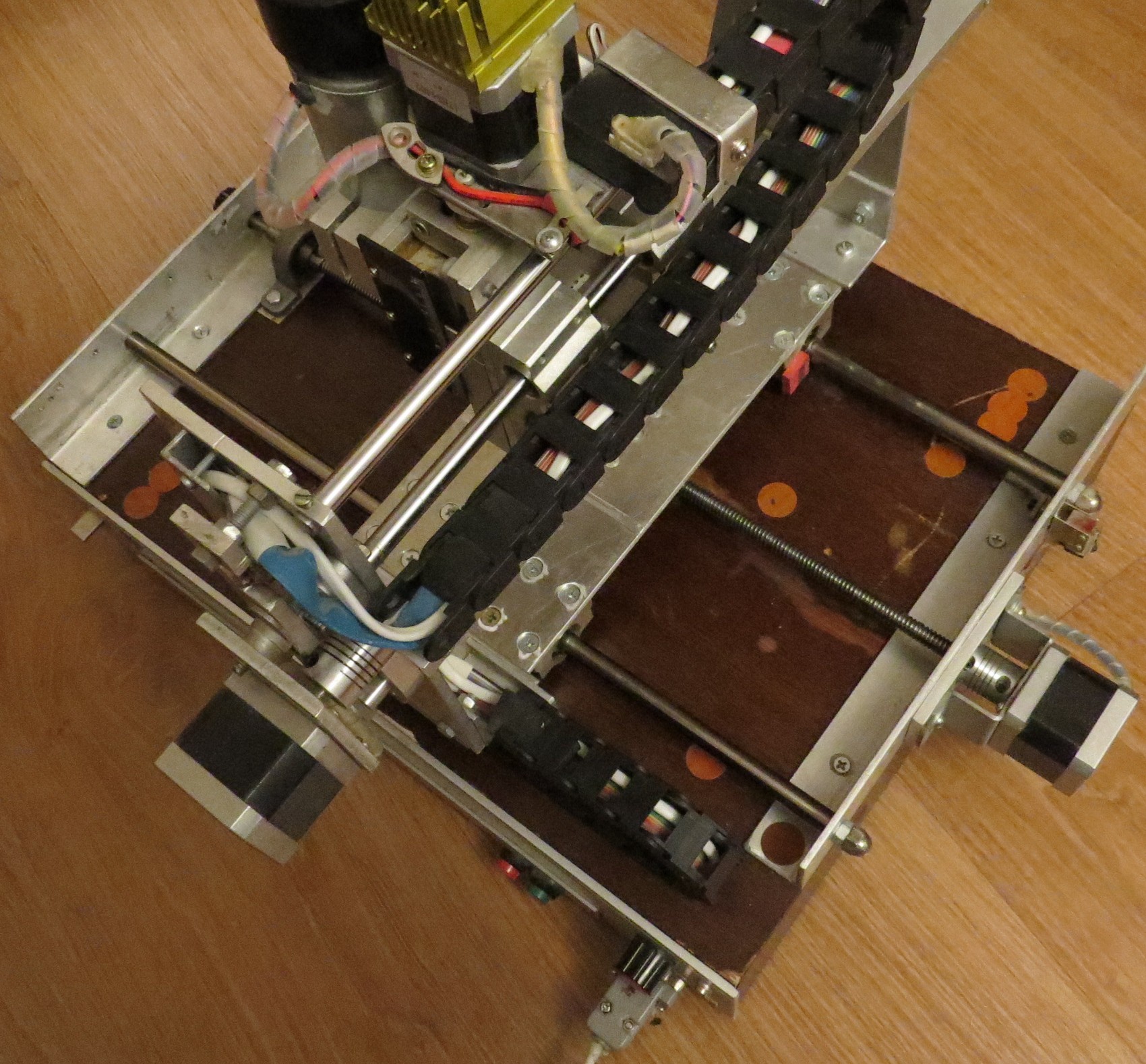
Учитывая недостатки варианта с подвижным столом на мебельных направляющих я использовал тот же стол, сделав его неподвижным с подвижным 3- осевым порталом .
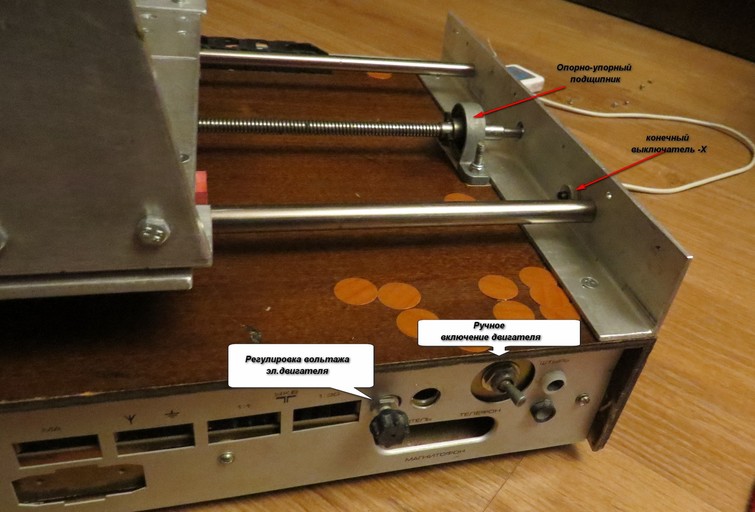
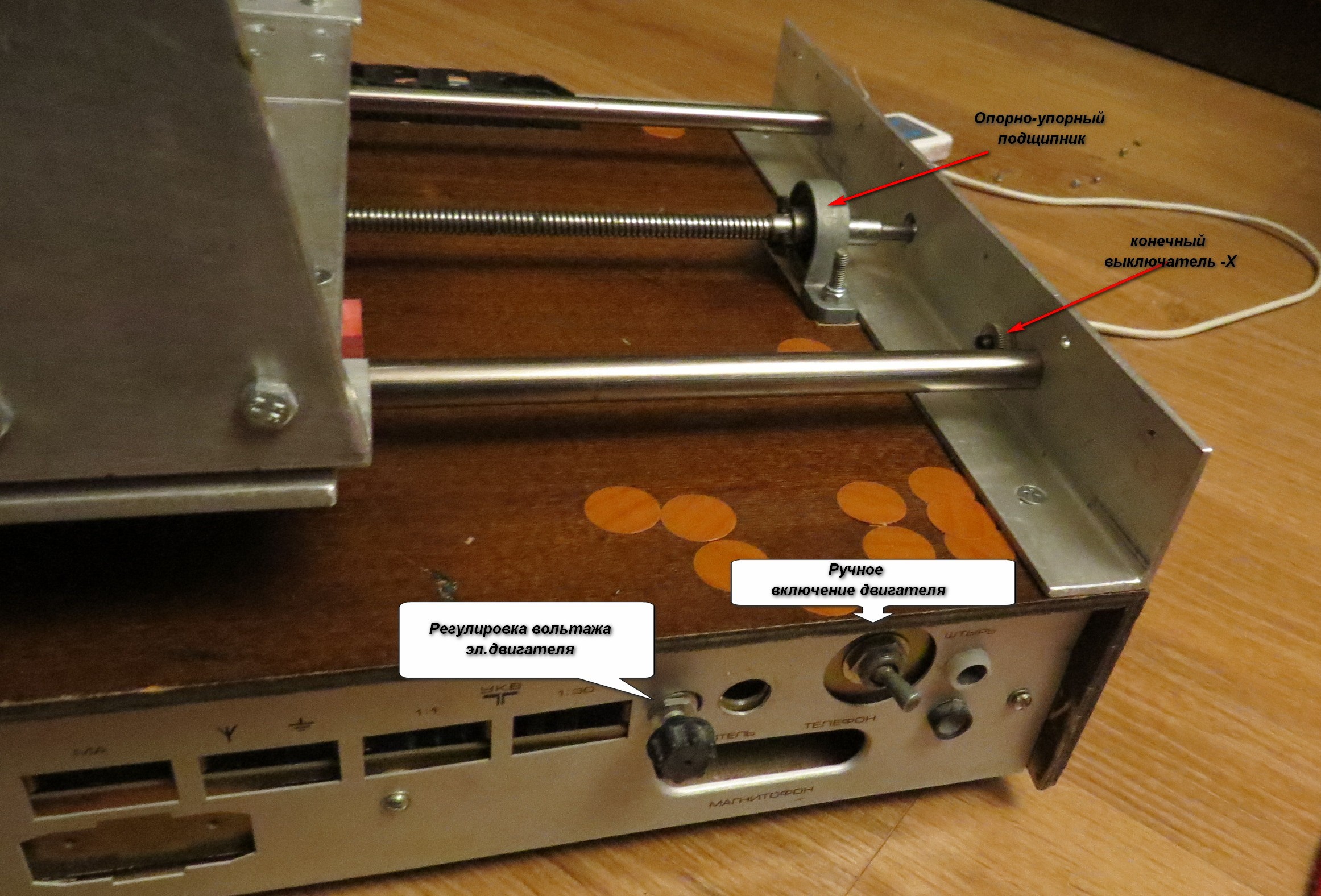
При модернизации станка использовал трапецидальные винты с гайками , направляющие по оси Y и Z , опорно-упорный подшипник приобретенные на АлиЭкспресс.
Трапецедальный винт и направляющие имеют очень высокую твердость - укорачивал обрезкой алмазым диском .
Направляющие по оси X сделал из матричного принтера EPSON -нарезал резьбу М6 на хвостовиках для крепления на раме, к сожалению они не калёные (в отличие от специальных китайских осей ,которые имеют твердость порядка 40HRC ), в последствии думаю их заменить ,так как наблюдаеются канавочные задиры от шариков в обоймах направляющих ).

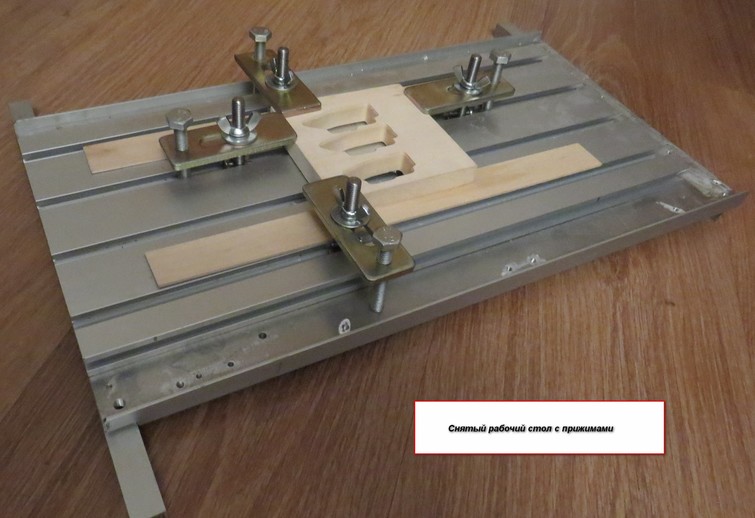
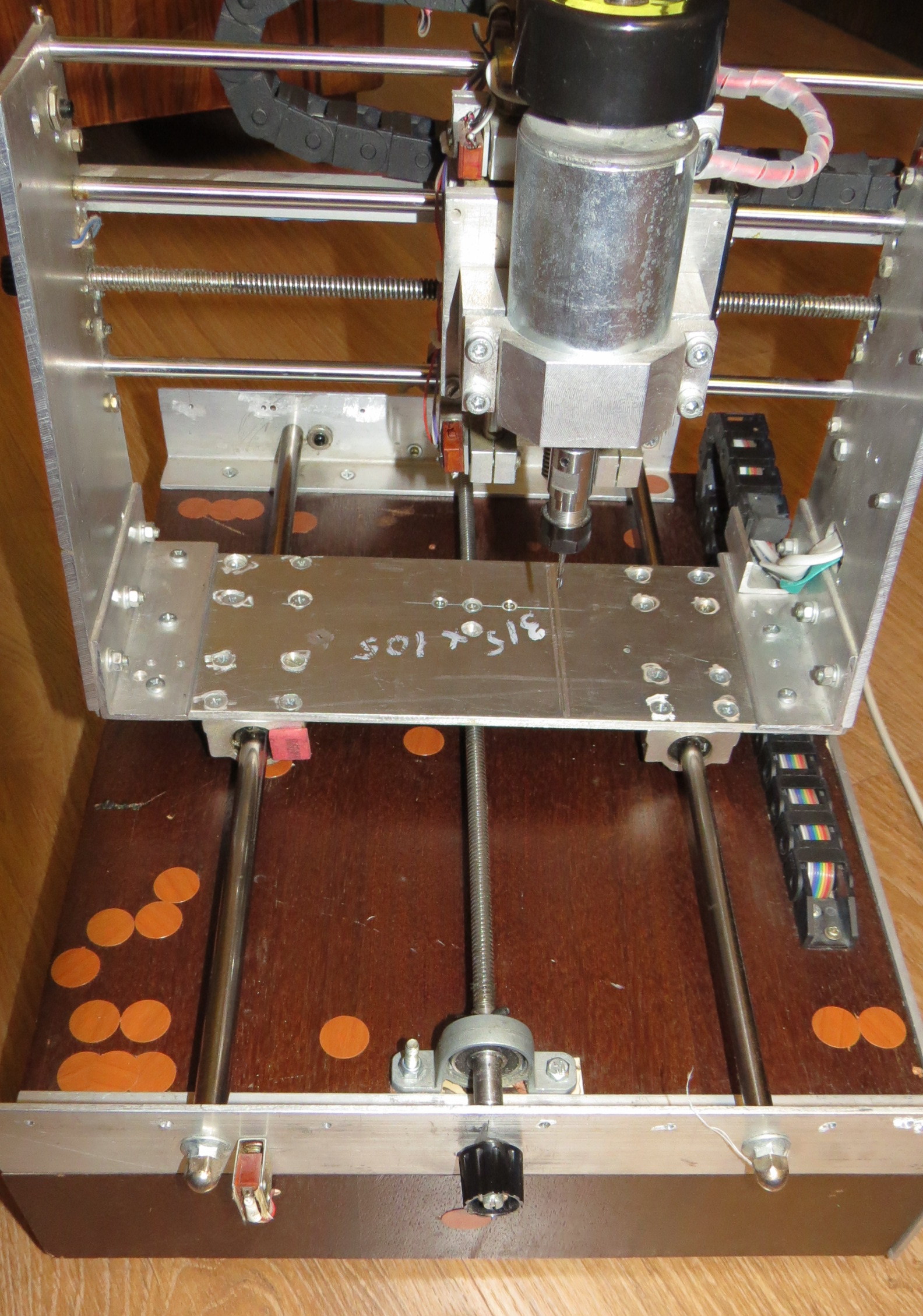
Рабочий стол сделал неподвижным из 5мм листа аллюминия с верхней накладкой из ламинированной фанеры.
Крепил детали к столу с помощью рычажных прижимов , шайб , планок .
Позже на рабочий стол установил алюминевый профильный лист 15180(китай) L=400мм ширина 180мм лист с Т-пазами , что позволило быстреее и проще раскреплять заготовки планками с гайками брашками на рабочем столе ( китайские рычажные прижимы с резинкой не рекомендую - их мобильно не передвинуть они стационарные , прижим слабый и резинка лопается).Что бы не вгрызаться фрезой на выходе в алюминевый стол под заготовку подкладываю линейки.

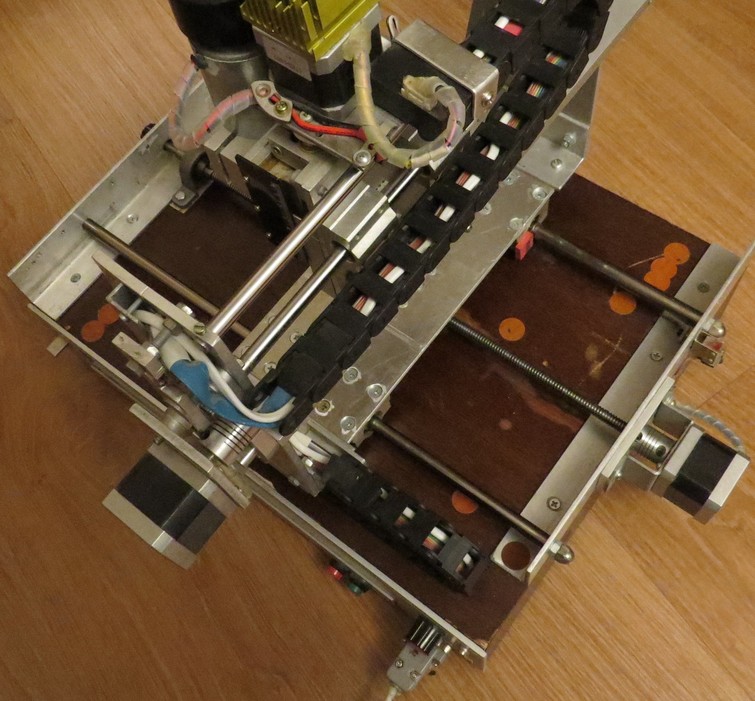

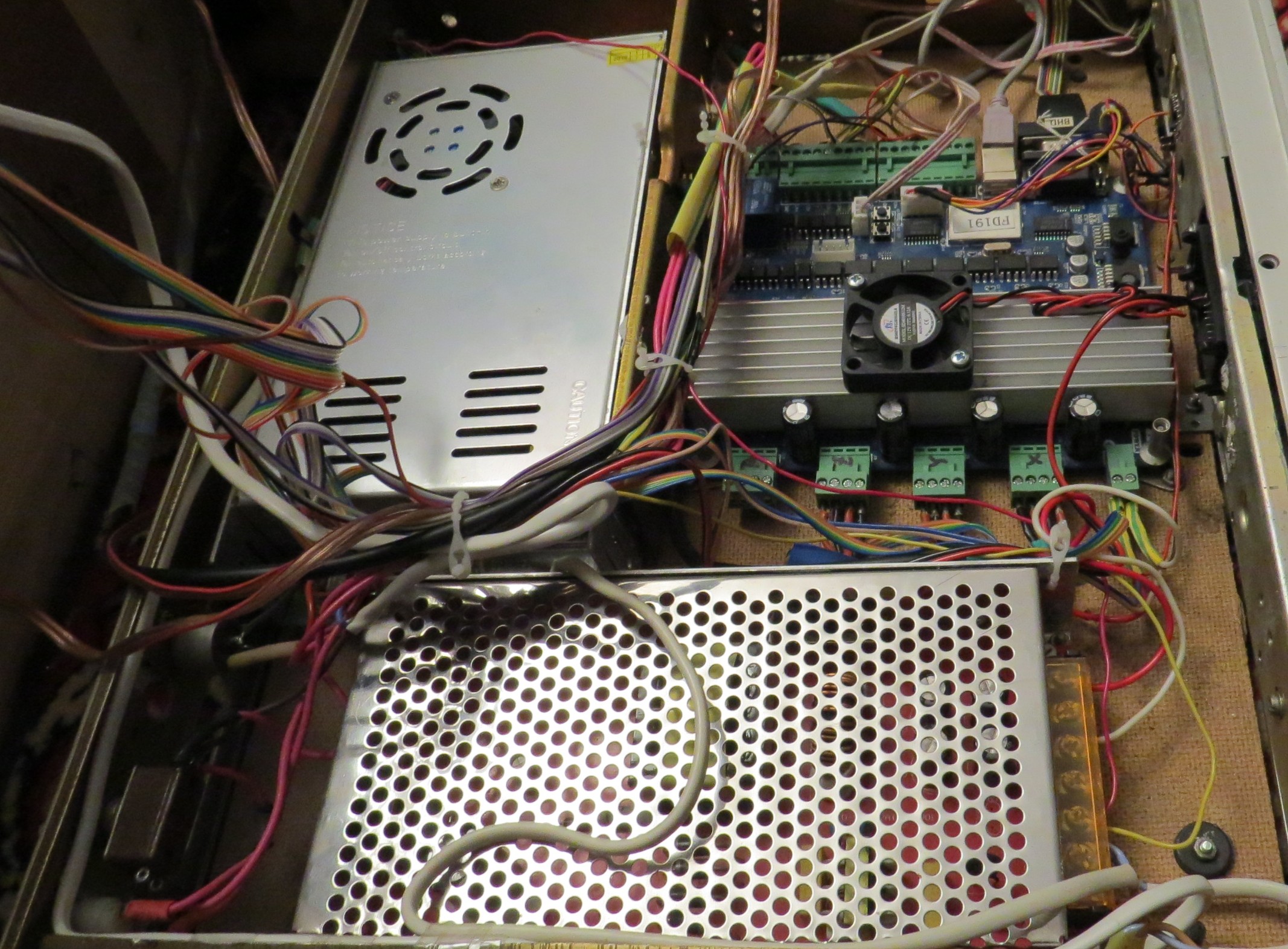
Несущая платформа моего станка осталась прежней - фанерный корпус от радиотюнера радиотехника с размещенной в нем электроникой.
Для крепления рабочего стола ,направляющих и ходового винта по краям установлены 2 алюминевые стойки в виде Z профиля сборные из уголков 30х40 и 15х15мм .
От привода -Дремеля отказался ,так как сам по себе он как привод неудачный - громко визжит даже в холостом режиме , подшипники ротора люфтят в пластмассовом корпусе , быстро грется .
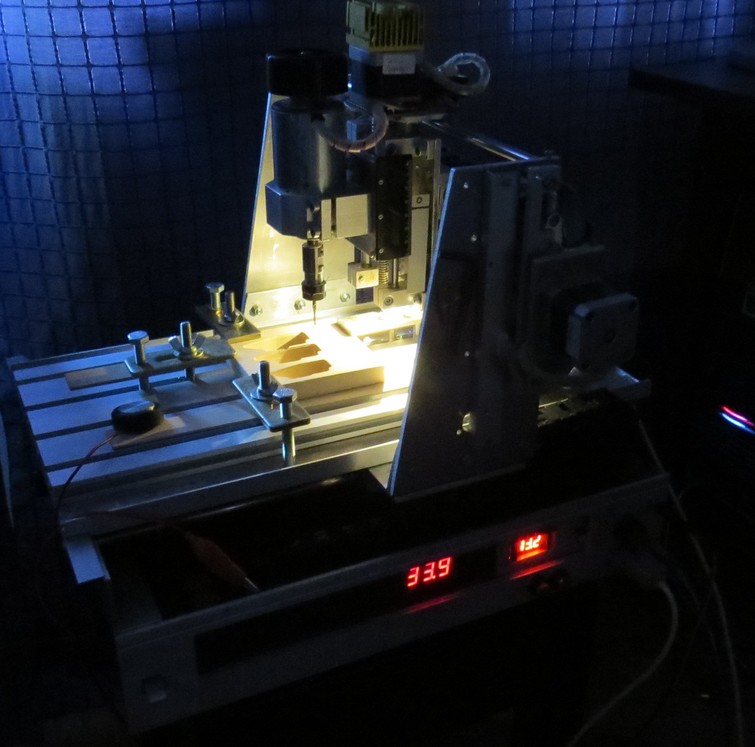
Заменил Дремель на более тихий специализированный для ЧПУ электродвигатель 300 Вт ,12-48В n=3000-12000об/мин поставляемый с цанговым зажимом ER11 на ф3,17 мм (дополнительный набор из 7in цангj от1до 7мм приобретается отдельно) и отдельный импульсный блок питания для него на 48В 450Вт . Двигатель очень тихий, как в холостом режиме так и под нагрузкой , при длительной работе неперегревается и оснащен собственной крылаткой охлаждения.
Переменный резистор в регулирующий напряжение в блоке питания я вынес на задюю панель корпуса и установил тумблер перемыкающий паралельно контакты в реле запуска электродвигателя установленного на контроллере
. Это небольшое дополнение позволило убавлять обороты шпинделя и принудительно включать шпиндель для простой ручной фрезеровки управляя с ручного пульта.
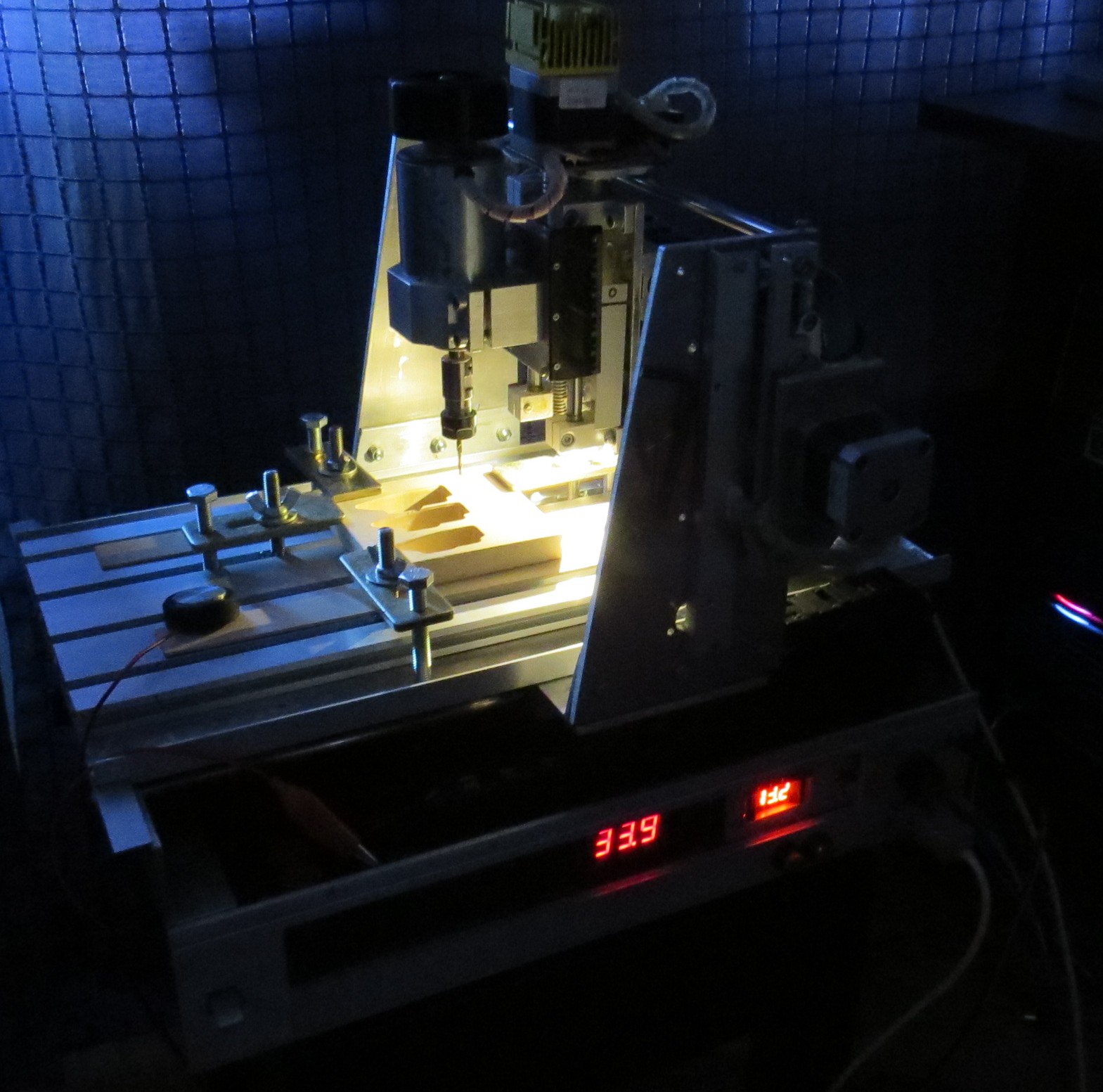
Для контроля питания материнской платы и двигателя установил два вольтметра.
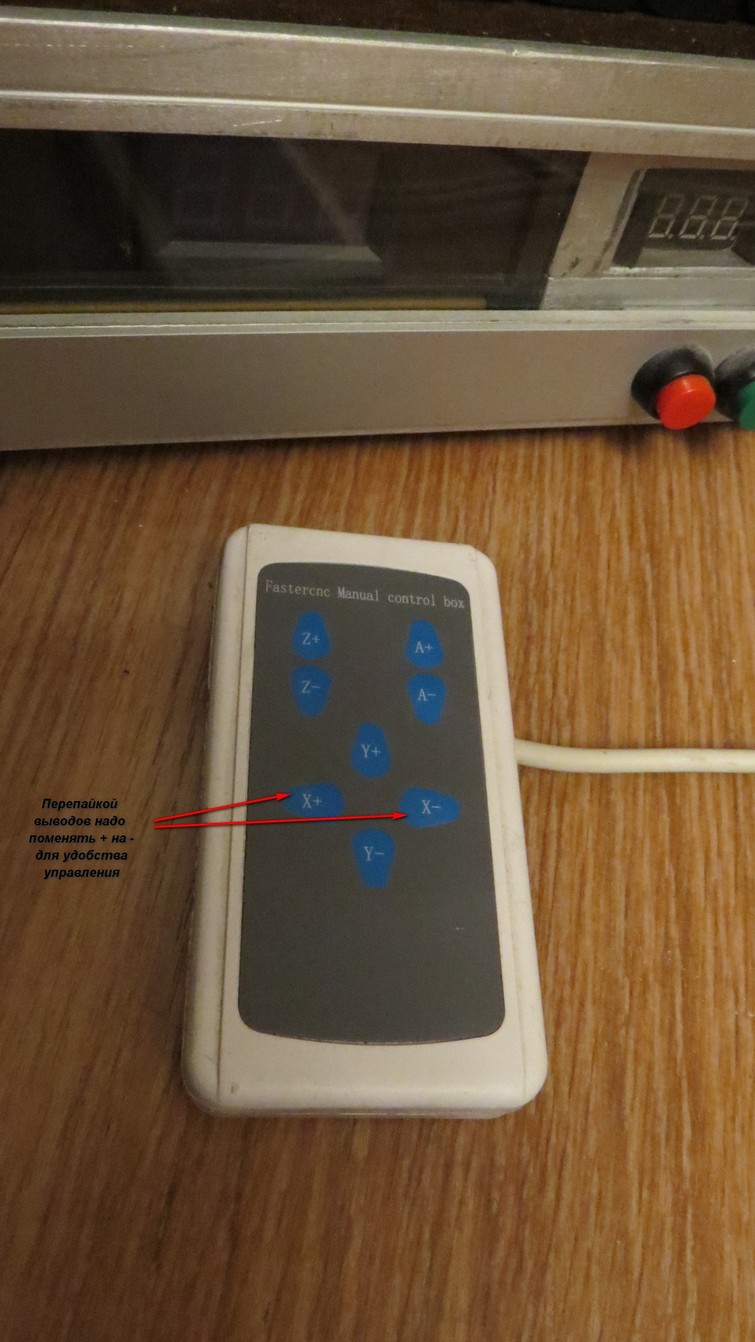
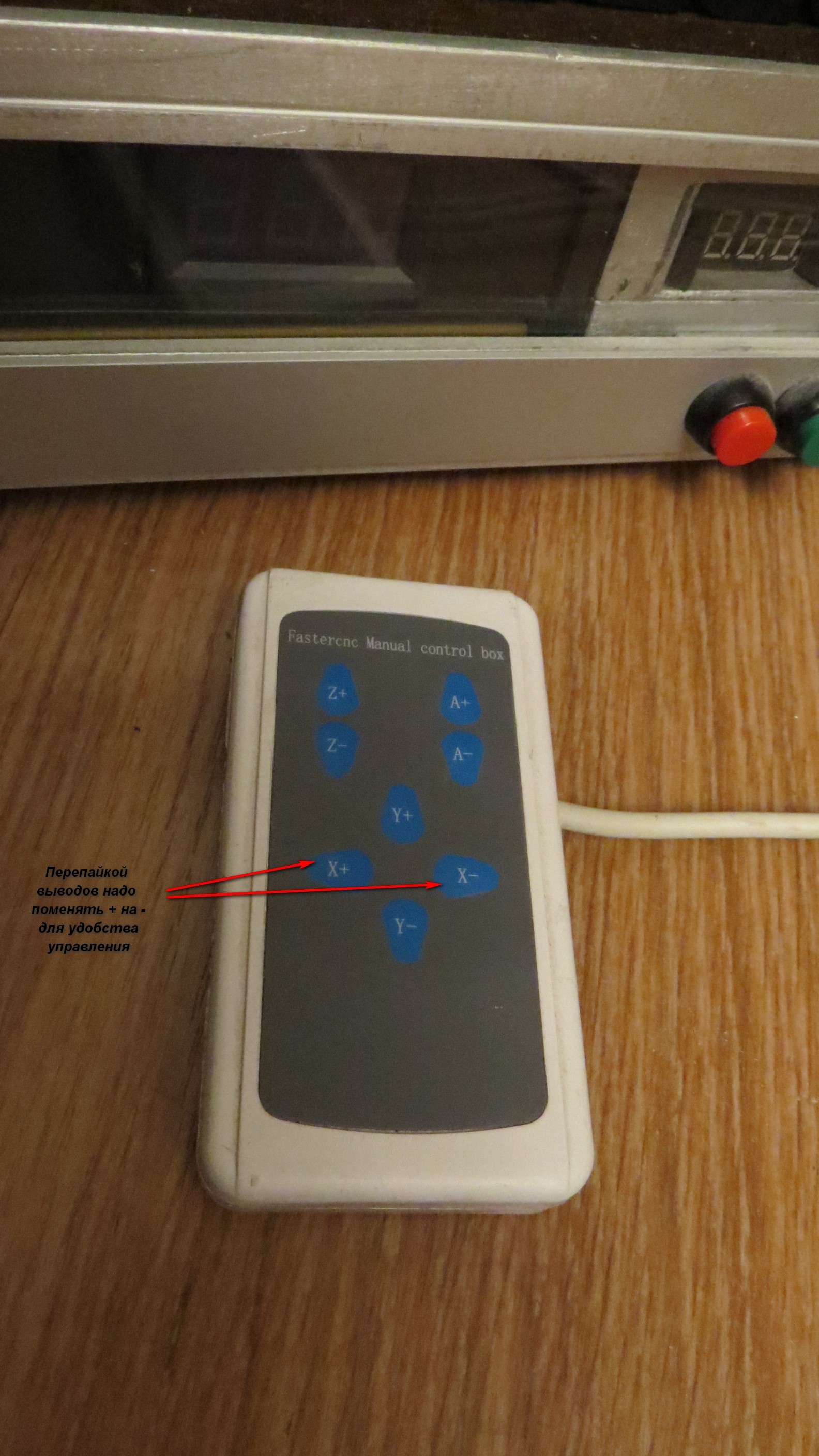
Управляя пультом в ручном режиме удобно выполнять простые операции без програмного обеспечения : распускать дисковой резой рейки на более мелкие и фрезеровать сферической фрезой канавки облегчения на законцовках для крыльев. (Примечание : для работы в ручном режиме программу CNC Planet иногда все равно необходимо запустить для подключки драйверов управления контроллером , так как в памяти контроллера не всегда остаются параметры для автономного использования , иногда достаточно просто запитать от USB).
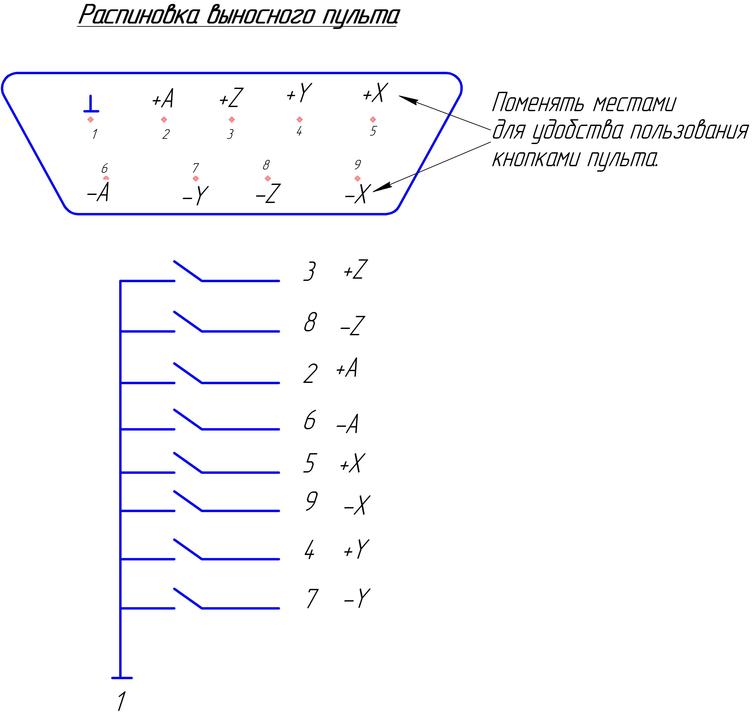
В самом выносном пульте для удобства управления я поменял выводы управления по оси Х ,так как почему-то кнопку
+Х китайцы разместили слева а -Х справа , так как пультом управляем ЧПУ с передней фронтальной стороны то восприятие управления в ручном режиме не вызывет путанницы по перемещению портала относительно оси Х.
Постепенная модернизация не так накладна для семейного бюджета.
На Алиэкспрессе можно приобрести готовые станки или рабочие столы без эл.начинки , обратите внимание часть продаваемых столов для ЧПУ сделаны из какого-то серого карболита который лопается уже при доставке почтой.
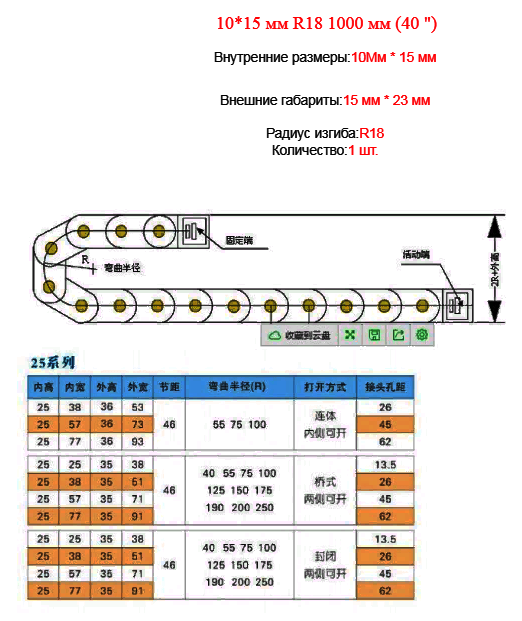
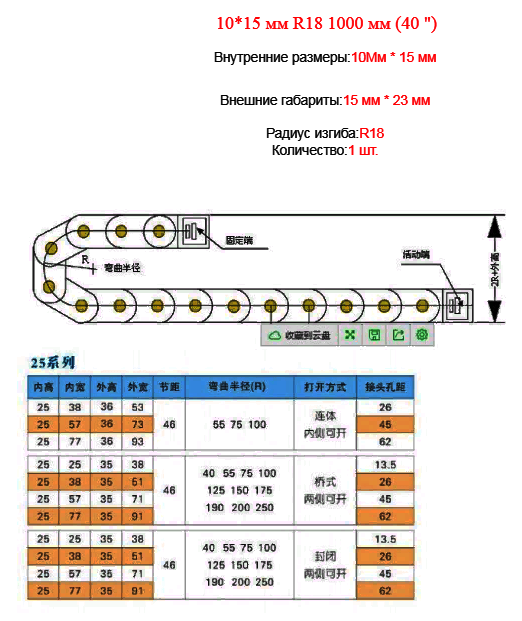
Для передачи команд на шаговые двигатели применил цветные ленточные провода-шлейфы(маг. Чип и Дип) и пластмассовые гибкие кабель каналы.
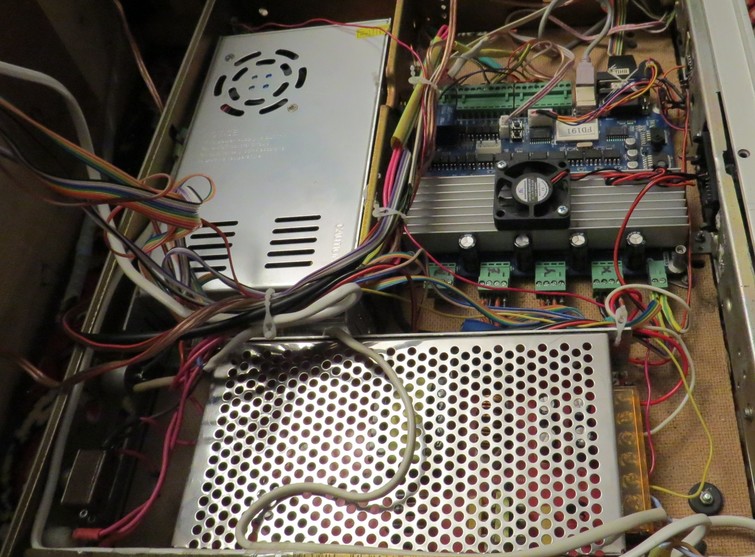
Расположение контроллера и блоков питания внутри корпуса станка наиболее оптимально , охлаждения электрики от 2х вентиляторов хватает через отверстия в задней стенке и вся электроника не подвержена к осаждению мелкой пыли и опилок от фрезеровки. Для освещения рабочей зоны под электродвигателем шпинделя установлена светодиодная подсветка.
Несмотря на табуретные габариты 530х370х420 - вес станка 12кг. Рабочая зона 300х195мм .
Касательно програмного обеспечения поставляемого с контроллером : до версии v2.10.1807.2601 программа постоянно обновлялась с сайта https://planet-cnc.com/ до 20018г , особо подчеркну что ключ поставляемый с контроллером на диске подходил полностью и программа не имела никаких ограничений по количеству кодов.
Изначально этот сайт был создан Андреем из Санкт -Петербурга (США) , он рассказывал о Китайских подделках и предлагал приобрести свои контроллеры которые по модефикации делятся на Мk1 ,Мk2, Мk3 и Мk4.обновлял новые версии программы и публиковал кое какие инструкции и видеоуроки.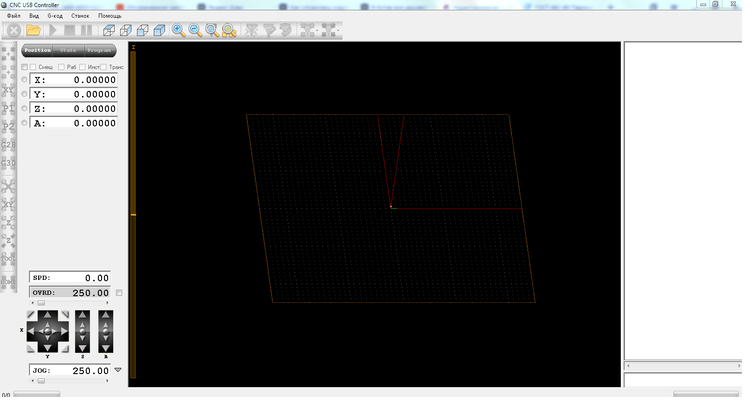
В 2018году сайт сменил прописку на Словению , часть видеоуроков и скачка ранних версий программы с сайта уже исчезла.
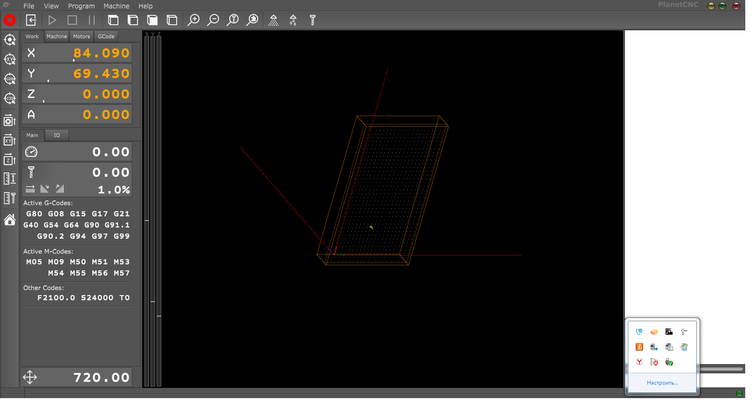
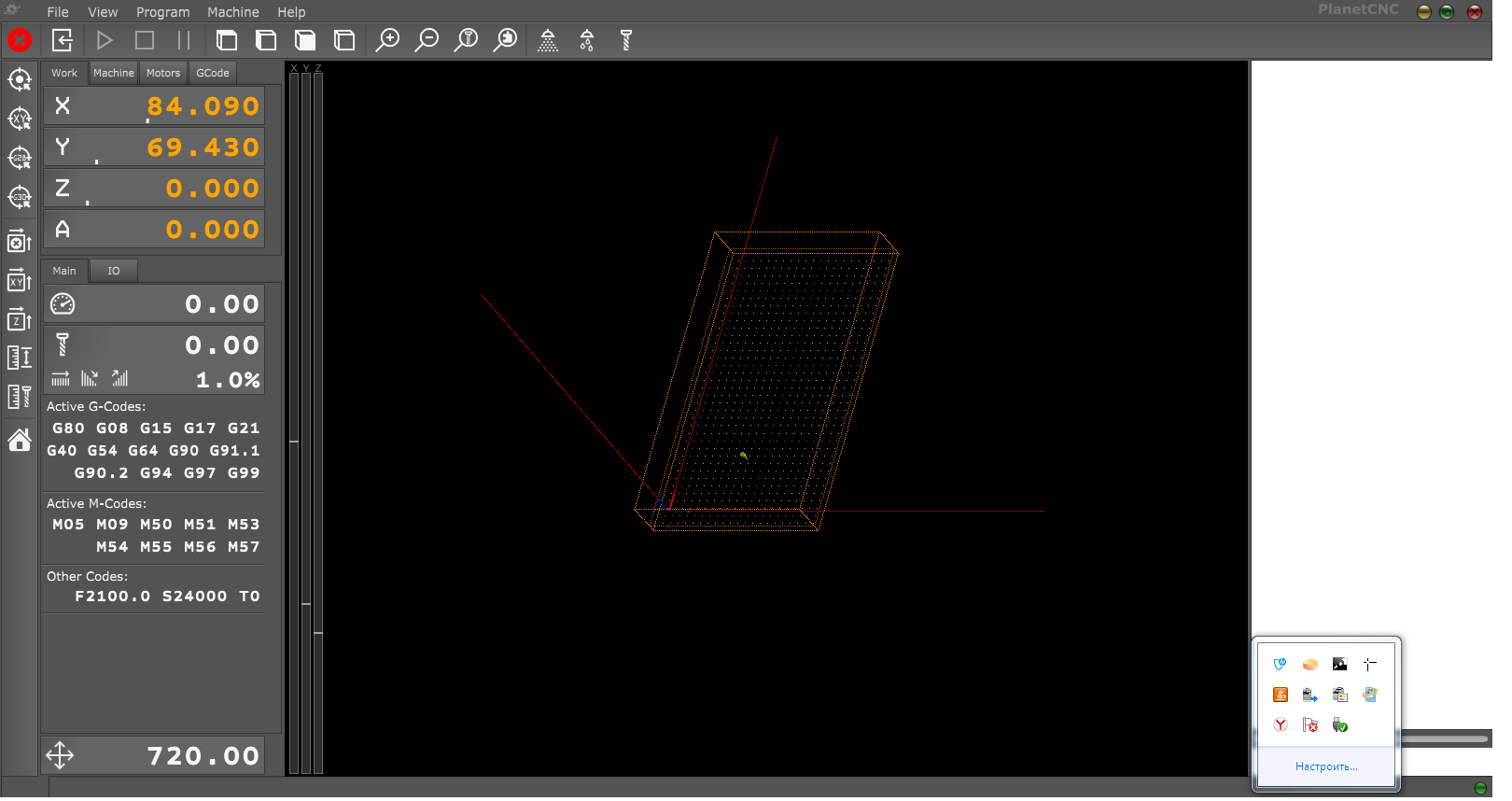
В 2018 году вышла новая версия этой программы Planet CNC TNG , с новым интерфейсом и заточенная только под контроллеры Мk3, Mk4 ниже скриншот новой версии.
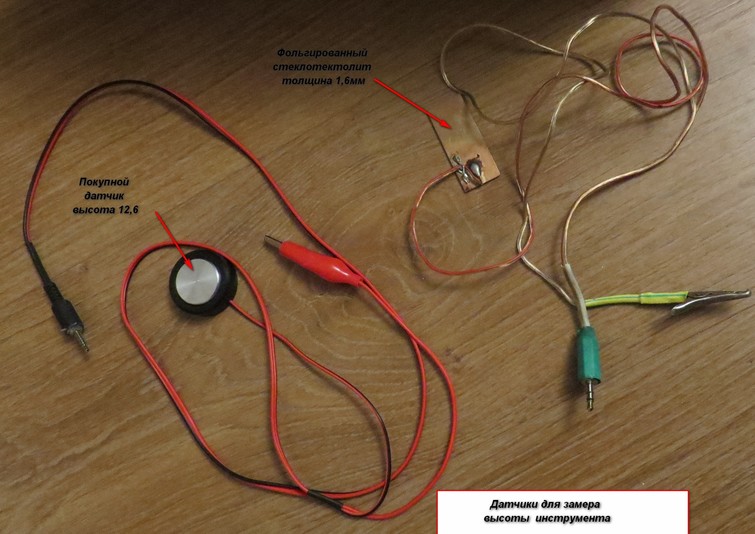
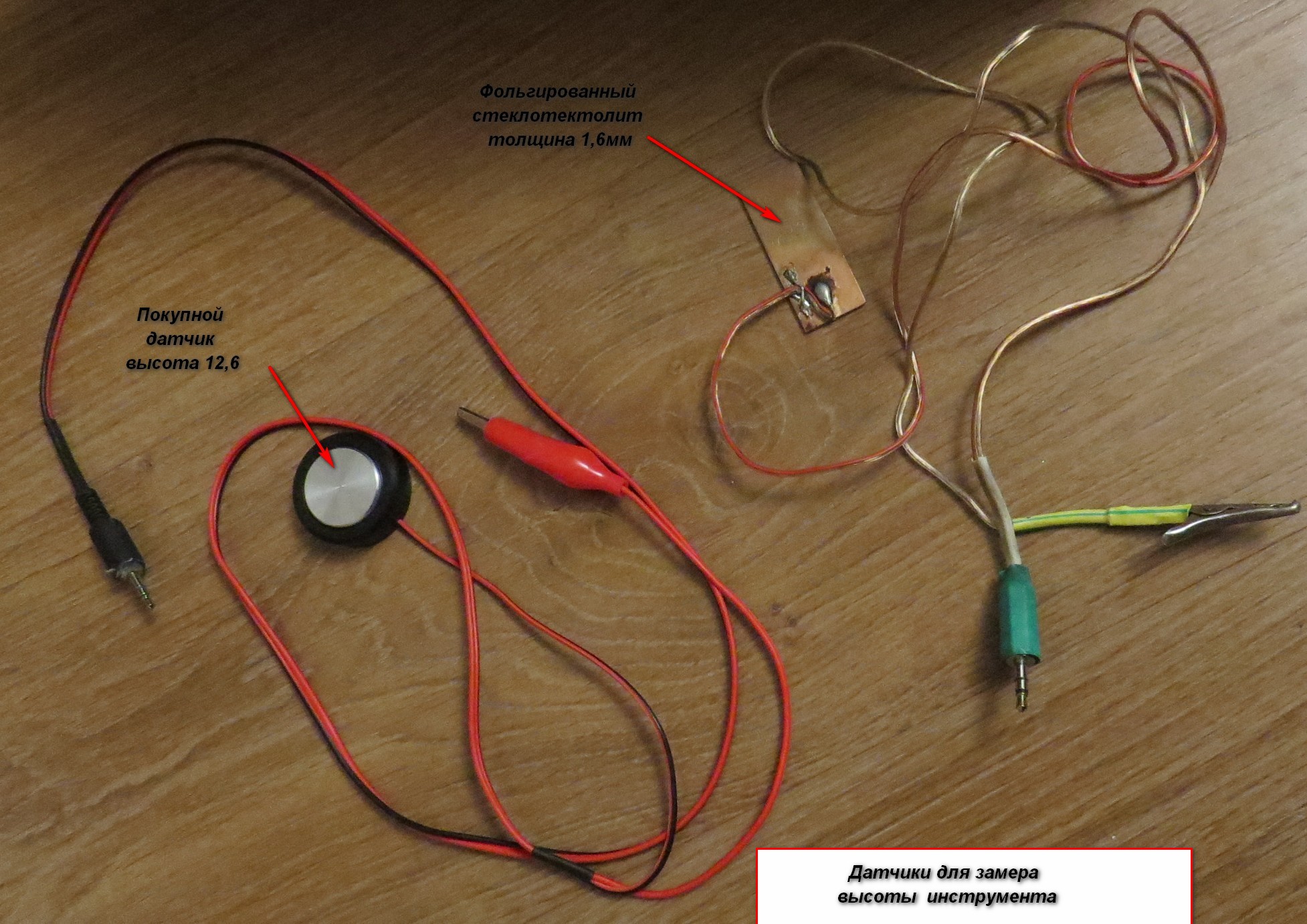
Очень долго не мог понять как автоматически измерять высоту инструмента .Описано вроде просто а не получалось.
Фреза после касания поднималась и при выполнении программы фрезеровала воздух.
Методом проб и ошибок в итоге выяснил, что контроллер вероятно относится к типу Мk1 , а в руководствах с сайта есть ошибка по порядку нажатия кнопок при замерах .Ниже в своих примерах я подробно описал этот процесс.
Нормальной полной инструкции по функциям и тонкости в настройках данного контроллера и прилагаемой к нему программы нет ни в одном учебнике , на форумах полная мешанина с которой ничего путевого не почерпнуть.
Предыдущую мою первую статью опубликовал один сайт http://oborud.jofo.me ЧПУ-от постройки до детали -Портфель -Радио для всех с комсомольска на амуре , авторство мое указали а коментарии и информационные файлы к статье не опубликовали , вот так и получается Интернет-помойка с кусками знаний.
Для новичков и тех кто имеет именно такой же контроллер я и публикую то что поможет в освоении ЧПУ.
Надеюсь , что мою тему по использованию контроллера и тонкостям его использования, ( например в 3D режимах) кто -нибудь продолжит и поделится знаниями если имеет опыт по данному програмному обеспечению.
Итак ниже я публикую то, что освоил сам.
В конце статьи можно скачать информацию о настройках и исполюзованию ЧПУ и информацию из различных публикаций .
Для тех не имеет никакого понятия о использовании программы подчеркну сразу ,что программа сама не дает поправок на диаметр используемого инструмента при резке (кстати программа MACH 3 тоже не умеет учитывать радиус инструмента и в его пакет входят дополнительно программы LazyCAm и Wizard которые импортируют файлы с различными расширениями и подготавливают файлы и генерируют G код) .
Все что готовится к резке обязательно надо предварительно подготовить в других программах (ESTELCAM ,АРТКАМ или сразу создавать чертеж под конкретный диаметр фрезы в Компасе или САDKam).
ESTELCAM , АРТКАМ -программы конкретно дружат с контроллерами по CNC USB Planent или МACH 3 ( c LPT входом) .
Из отечественного софта для ЧПУ Набережными Челнами разработана мощная программа SprutCam , но она предназначена для промышленных ЧПУ станков , хотя пару лет назад они выпустили версию SprutCam Практик для домашних бюджетных станков станков под MACH 3 https://promo.sprut.ru/practik ., но как я писал раньше LPT порты это уже в прошлом, а расширители -переходники LPT и шнуры с контроллерами не всегда совместимы с компами да и свободных слотов в современных материнских платах уже меньше , а тем более в ноутбуках их вообще нет.
Ценник на бессрочную лицензию SprutCam Практик - 49 900р.
Есть еще одна отечественная Московская разработка ADEM CAD https://adem.ru/support/downloads/video/#0 ,то же для промышленного оборудования ,цены для 3х осей 353тыс.р для 5и осей 603тыс.р.
Из импортных программ чаще используют SolidWorks +SolidCAM,
Програмные продукты из США VisualCam от Mecsoft с модулями Visusl Mill ,Visual TURN ,Visual Nest,Visual Art https://mecsoft.com/
Итак как исползовать станок.
СПОСОБ 1.
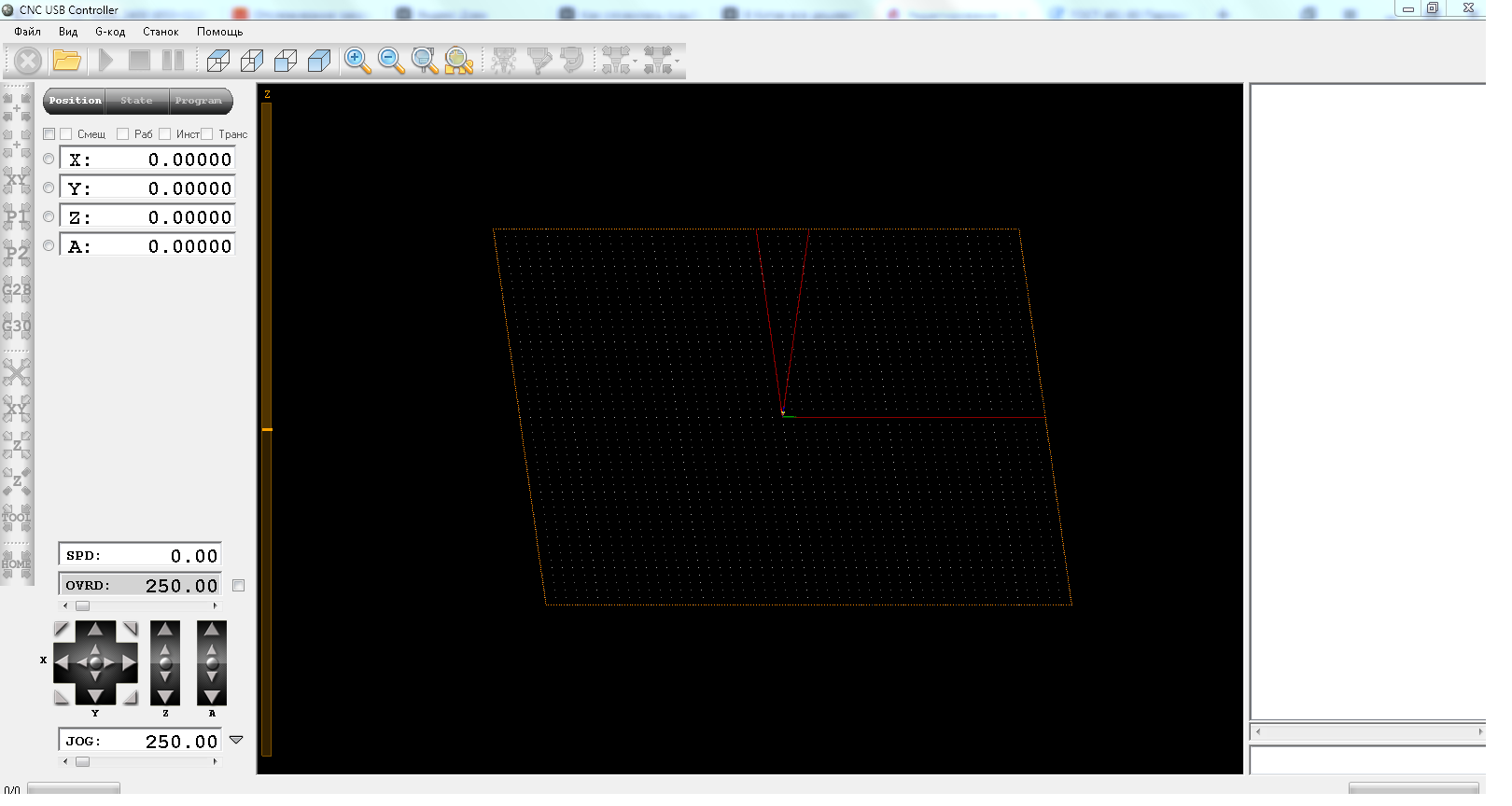
Для непосредственной резки используется программа для самого станка CNC USB Controller.
Подготавливаем готовый чертеж или создаем его с нуля . Для этого использую как наиболее простую программу КОМПАС(или в AutoCAD кто умеет в нем работать).
После создания чертежа в Компасе и сохраняем его в формате dxf (этот формат DXF (англ. Drawing eXchange Format) — открытый формат файлов для обмена графической информацией между приложениями САПР. Был создан фирмой Autodesk для системы AutoCAD) .
Примечание при создании чертежа обязательно перед сохранением проверить целостность контура детали , что бы все линии были замкнуты и не имели линейных наложений друг на друга.
В КОМПАСЕ проверка замкнутости линий выполненных стилем Основная производится с помощью Библиотек .
Порядок такой :а) меню Сервис -Менеджер библиотек -Прочие-Проверка документов- Проверка наложения элементов.
б) меню Сервис -Менеджер библиотек -Сервисные инструменты -Проверка замкнутости(Проверить выделенные объекты) или Проверить Все объекты выделенные стилем "Основная".
Только после проверок и исправления недочетов в чертеже сохраняем файл в формате DXF.
Если планируется фрезеровать несколько деталей, то сразу в одном чертеже компануем их сучетом имеющейся под фрезеровку заготовки .
Если сохраненный файл формата dxf непосредственно открыть в программе CNC USB Controller то программа создаст упраляющие G - кода ,но процесс резки не будет учитывать радиус используемой вами фрезы , так как ось вращения фрезы будет перемещаться только по контурным линиям и деталь получится меньше по контуру на диаметр фрезы или больше на внутренних вырезах и отверстиях.
Что бы станок резал деталь строго в нужном масштабе необходимо сохраненный файл формата DXF преобразовать дальше в другой программе .
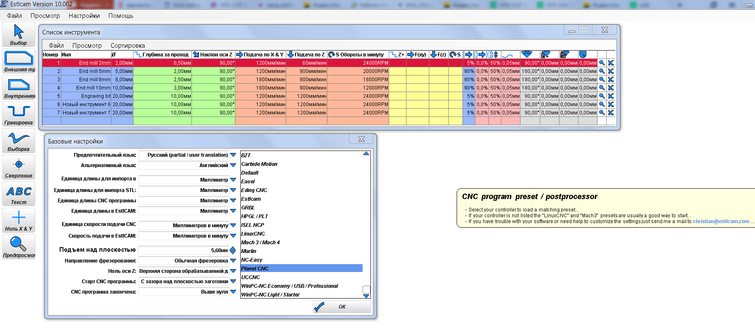
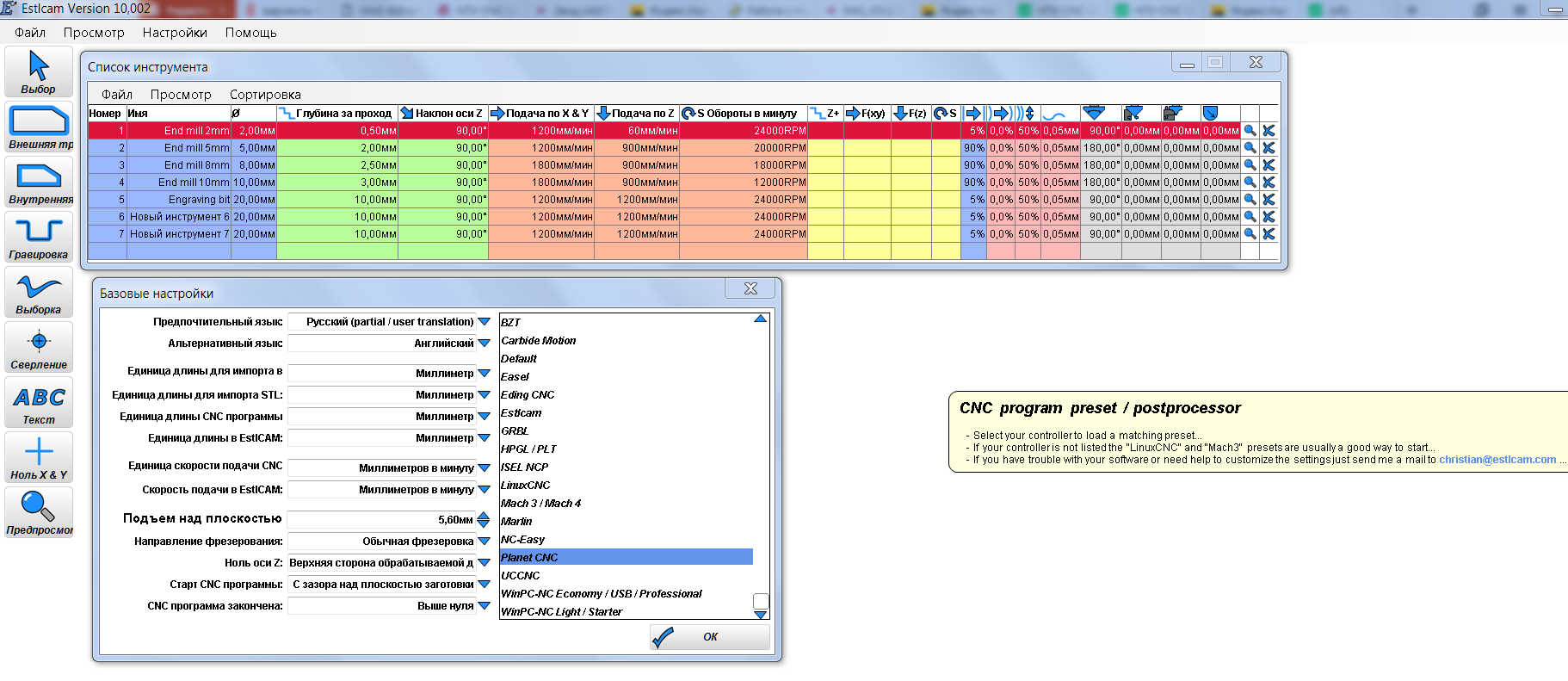
Для более быстрого преобразования больше всего подходит программа ESTELCAM 10.002 , версии которой имеют русскоязычный интерфейс .На официальном сайте версия 11.113 более заточенная под 3D ,https://www.estlcam.de/anleitung.php правда лицензия стоит 59 долларов .В сети есть ломаннные более ранние версии.
Она наиболее простая в использовании к подготове имеемого файла к резке ,которая в кончном итоге ,после назначения обработки контуров , диаметра инструмента , создания перемычек создает управляющую программу с расширением tap , перед сохранением в Базовых настройках необходимо указать из большого списка выбрать контроллер Planet CNC .
Далее открываем сохраненный фай в программе CNC Planet . Если надо переназначаем относительные координаты под кусок заготовки обнуляем Х и Y , Замеряем высоту фрезы .Работаем.
Способ 2.
Деталь изначально вычерчивается в программе ARTCAM ( некоторые версии русифицированы ) и с помощью имеемых инструментов программы созданная детали назначается порядок обработки детали с учетом инструмента , размеров заготовки и так же в конечном итоге сохраняется в виде файла G-кодов под выбранный контроллер из списка.
Программа ARTCAM имеет сложный интерфейс и потребует больше времени на её изучение.
Функционально она более заточена под создание объемных деталей 3D фрезеровки.
Так как ARTCAM имеет множество созданных версий то учебники публикуемые в сети не всегда совпадают с устанавливаемой версией .
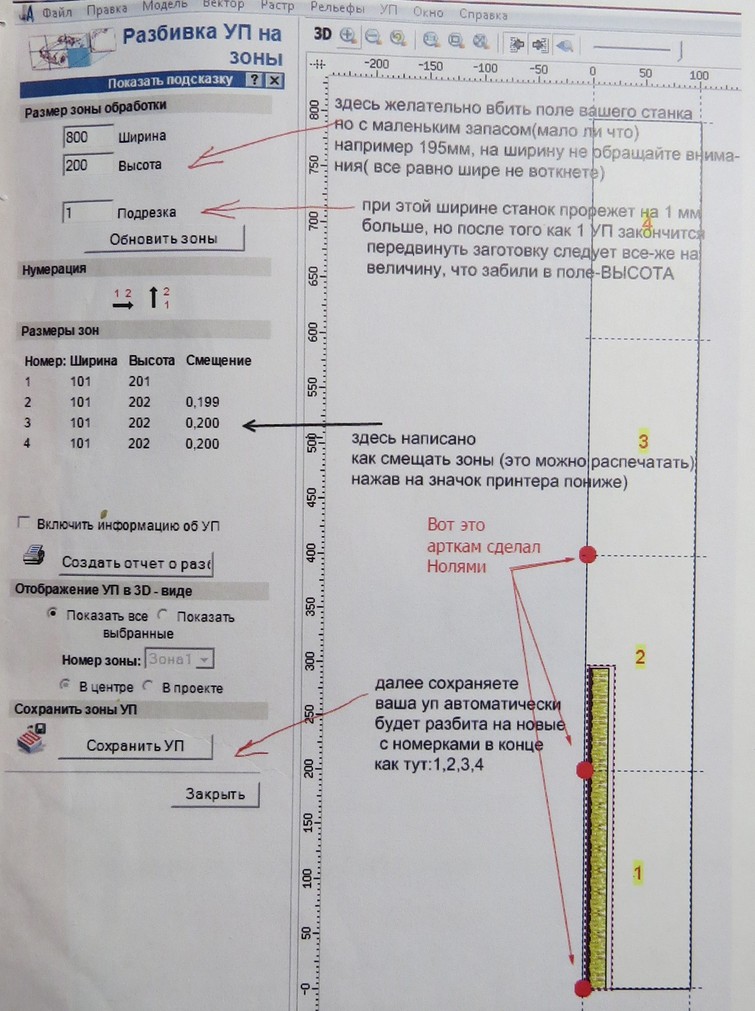
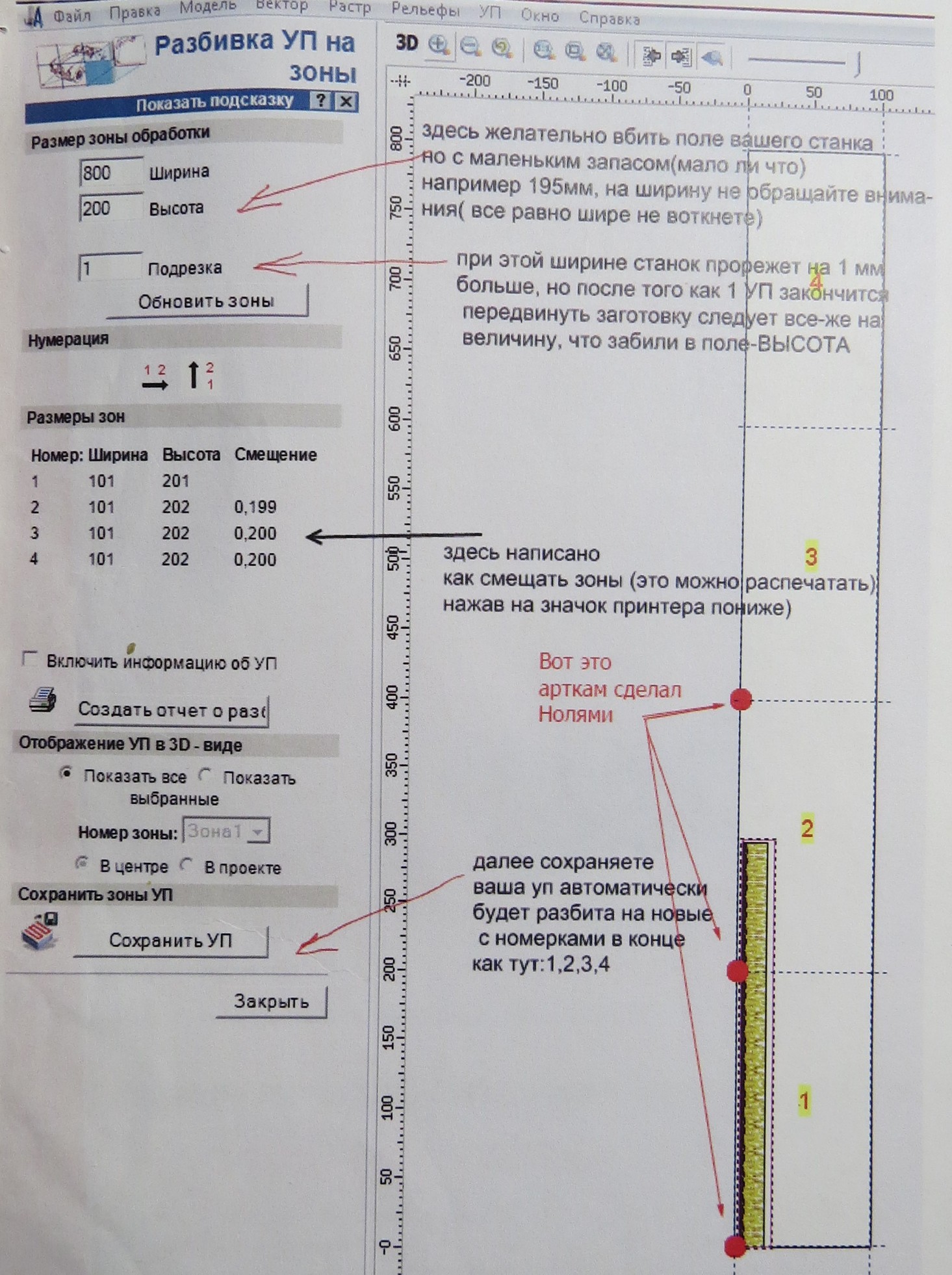
Для станков с малой рабочей зоной можно применить функцию Разбивки Управляющей программы на зоны частями по мере фрезеровки.
Здесь можно скачать инструкции по работе со станком и литературу по ЧПУ :
Файл скриншотов настройки программы на моем станке:(СКРИНЫРАБОЧИХНАСТРОЕКСТАНКАЧПУPLANETCNC.doc)
Файл по работе со станком без датчика толщины (с моей первой статьи):(Вариантработыбездатчикатолщины.1562591433882.pdf)
Файл по работе с датчиком толщины новый):(Рабочийпримериспользованияподвижногодатчикаизмерения.1562673990086.pdf)
Пример работы в Estelcam10:(РАБОТАСEstelCam.pdf) (ОСНОВАНИЕРАМЫэлДВИГАТЕЛЯ.dxf) (ОСНОВАНИЕРАМЫэлДВИГАТЕЛЯ.e10) (ОСНОВАНИЕРАМЫэлДВИГАТЕЛЯ.tap) (Estlcam10.7z)
Рекомендуемые режимы резания :(ПодачаиДиаметрыфрез..pdf) ,(РежимыиспользованияФрезнапрактике.pdf)
Литература по ЧПУ:(Коррекцияприобработке.pdf), (окоррекцииchapter7rus.pdf) , окоррекциирезки.pdf) ,(ПрограммированиеЧПУОсновныепонятия.pdf), (frezобработканастанках_CNC.pdf)
Инструкция к контроллеру : (newenglishusermanualUSB6560T4V3.pdf),(КАКИСПОЛЬЗОВАТЬКАМЕРУСCNCUSBКОНТРОЛЛЕРОМ.pdf) ,(CNCUSBотналадкидодетали.1422202017819.pdf),(ПервыйурокЧПУ.doc)
При модернизации станка использовал трапецидальные винты с гайками , направляющие по оси Y и Z , опорно-упорный подшипник приобретенные на АлиЭкспресс.
Трапецедальный винт и направляющие имеют очень высокую твердость - укорачивал обрезкой алмазым диском .
Направляющие по оси X сделал из матричного принтера EPSON -нарезал резьбу М6 на хвостовиках для крепления на раме, к сожалению они не калёные (в отличие от специальных китайских осей ,которые имеют твердость порядка 40HRC ), в последствии думаю их заменить ,так как наблюдаеются канавочные задиры от шариков в обоймах направляющих ).

Рабочий стол сделал неподвижным из 5мм листа аллюминия с верхней накладкой из ламинированной фанеры.
Крепил детали к столу с помощью рычажных прижимов , шайб , планок .
Позже на рабочий стол установил алюминевый профильный лист 15180(китай) L=400мм ширина 180мм лист с Т-пазами , что позволило быстреее и проще раскреплять заготовки планками с гайками брашками на рабочем столе ( китайские рычажные прижимы с резинкой не рекомендую - их мобильно не передвинуть они стационарные , прижим слабый и резинка лопается).Что бы не вгрызаться фрезой на выходе в алюминевый стол под заготовку подкладываю линейки.


Несущая платформа моего станка осталась прежней - фанерный корпус от радиотюнера радиотехника с размещенной в нем электроникой.
Для крепления рабочего стола ,направляющих и ходового винта по краям установлены 2 алюминевые стойки в виде Z профиля сборные из уголков 30х40 и 15х15мм .
От привода -Дремеля отказался ,так как сам по себе он как привод неудачный - громко визжит даже в холостом режиме , подшипники ротора люфтят в пластмассовом корпусе , быстро грется .
Заменил Дремель на более тихий специализированный для ЧПУ электродвигатель 300 Вт ,12-48В n=3000-12000об/мин поставляемый с цанговым зажимом ER11 на ф3,17 мм (дополнительный набор из 7in цангj от1до 7мм приобретается отдельно) и отдельный импульсный блок питания для него на 48В 450Вт . Двигатель очень тихий, как в холостом режиме так и под нагрузкой , при длительной работе неперегревается и оснащен собственной крылаткой охлаждения.
Переменный резистор в регулирующий напряжение в блоке питания я вынес на задюю панель корпуса и установил тумблер перемыкающий паралельно контакты в реле запуска электродвигателя установленного на контроллере
. Это небольшое дополнение позволило убавлять обороты шпинделя и принудительно включать шпиндель для простой ручной фрезеровки управляя с ручного пульта.
Для контроля питания материнской платы и двигателя установил два вольтметра.
Управляя пультом в ручном режиме удобно выполнять простые операции без програмного обеспечения : распускать дисковой резой рейки на более мелкие и фрезеровать сферической фрезой канавки облегчения на законцовках для крыльев. (Примечание : для работы в ручном режиме программу CNC Planet иногда все равно необходимо запустить для подключки драйверов управления контроллером , так как в памяти контроллера не всегда остаются параметры для автономного использования , иногда достаточно просто запитать от USB).
В самом выносном пульте для удобства управления я поменял выводы управления по оси Х ,так как почему-то кнопку
+Х китайцы разместили слева а -Х справа , так как пультом управляем ЧПУ с передней фронтальной стороны то восприятие управления в ручном режиме не вызывет путанницы по перемещению портала относительно оси Х.
Постепенная модернизация не так накладна для семейного бюджета.
На Алиэкспрессе можно приобрести готовые станки или рабочие столы без эл.начинки , обратите внимание часть продаваемых столов для ЧПУ сделаны из какого-то серого карболита который лопается уже при доставке почтой.
Для передачи команд на шаговые двигатели применил цветные ленточные провода-шлейфы(маг. Чип и Дип) и пластмассовые гибкие кабель каналы.
Расположение контроллера и блоков питания внутри корпуса станка наиболее оптимально , охлаждения электрики от 2х вентиляторов хватает через отверстия в задней стенке и вся электроника не подвержена к осаждению мелкой пыли и опилок от фрезеровки. Для освещения рабочей зоны под электродвигателем шпинделя установлена светодиодная подсветка.
Несмотря на табуретные габариты 530х370х420 - вес станка 12кг. Рабочая зона 300х195мм .
Касательно програмного обеспечения поставляемого с контроллером : до версии v2.10.1807.2601 программа постоянно обновлялась с сайта https://planet-cnc.com/ до 20018г , особо подчеркну что ключ поставляемый с контроллером на диске подходил полностью и программа не имела никаких ограничений по количеству кодов.
Изначально этот сайт был создан Андреем из Санкт -Петербурга (США) , он рассказывал о Китайских подделках и предлагал приобрести свои контроллеры которые по модефикации делятся на Мk1 ,Мk2, Мk3 и Мk4.обновлял новые версии программы и публиковал кое какие инструкции и видеоуроки.
В 2018году сайт сменил прописку на Словению , часть видеоуроков и скачка ранних версий программы с сайта уже исчезла.
В 2018 году вышла новая версия этой программы Planet CNC TNG , с новым интерфейсом и заточенная только под контроллеры Мk3, Mk4 ниже скриншот новой версии.
Очень долго не мог понять как автоматически измерять высоту инструмента .Описано вроде просто а не получалось.
Фреза после касания поднималась и при выполнении программы фрезеровала воздух.
Методом проб и ошибок в итоге выяснил, что контроллер вероятно относится к типу Мk1 , а в руководствах с сайта есть ошибка по порядку нажатия кнопок при замерах .Ниже в своих примерах я подробно описал этот процесс.
Нормальной полной инструкции по функциям и тонкости в настройках данного контроллера и прилагаемой к нему программы нет ни в одном учебнике , на форумах полная мешанина с которой ничего путевого не почерпнуть.
Предыдущую мою первую статью опубликовал один сайт http://oborud.jofo.me ЧПУ-от постройки до детали -Портфель -Радио для всех с комсомольска на амуре , авторство мое указали а коментарии и информационные файлы к статье не опубликовали , вот так и получается Интернет-помойка с кусками знаний.
Для новичков и тех кто имеет именно такой же контроллер я и публикую то что поможет в освоении ЧПУ.
Надеюсь , что мою тему по использованию контроллера и тонкостям его использования, ( например в 3D режимах) кто -нибудь продолжит и поделится знаниями если имеет опыт по данному програмному обеспечению.
Итак ниже я публикую то, что освоил сам.
В конце статьи можно скачать информацию о настройках и исполюзованию ЧПУ и информацию из различных публикаций .
Для тех не имеет никакого понятия о использовании программы подчеркну сразу ,что программа сама не дает поправок на диаметр используемого инструмента при резке (кстати программа MACH 3 тоже не умеет учитывать радиус инструмента и в его пакет входят дополнительно программы LazyCAm и Wizard которые импортируют файлы с различными расширениями и подготавливают файлы и генерируют G код) .
Все что готовится к резке обязательно надо предварительно подготовить в других программах (ESTELCAM ,АРТКАМ или сразу создавать чертеж под конкретный диаметр фрезы в Компасе или САDKam).
ESTELCAM , АРТКАМ -программы конкретно дружат с контроллерами по CNC USB Planent или МACH 3 ( c LPT входом) .
Из отечественного софта для ЧПУ Набережными Челнами разработана мощная программа SprutCam , но она предназначена для промышленных ЧПУ станков , хотя пару лет назад они выпустили версию SprutCam Практик для домашних бюджетных станков станков под MACH 3 https://promo.sprut.ru/practik ., но как я писал раньше LPT порты это уже в прошлом, а расширители -переходники LPT и шнуры с контроллерами не всегда совместимы с компами да и свободных слотов в современных материнских платах уже меньше , а тем более в ноутбуках их вообще нет.
Ценник на бессрочную лицензию SprutCam Практик - 49 900р.
Есть еще одна отечественная Московская разработка ADEM CAD https://adem.ru/support/downloads/video/#0 ,то же для промышленного оборудования ,цены для 3х осей 353тыс.р для 5и осей 603тыс.р.
Из импортных программ чаще используют SolidWorks +SolidCAM,
Програмные продукты из США VisualCam от Mecsoft с модулями Visusl Mill ,Visual TURN ,Visual Nest,Visual Art https://mecsoft.com/
Итак как исползовать станок.
СПОСОБ 1.
Для непосредственной резки используется программа для самого станка CNC USB Controller.
Подготавливаем готовый чертеж или создаем его с нуля . Для этого использую как наиболее простую программу КОМПАС(или в AutoCAD кто умеет в нем работать).
После создания чертежа в Компасе и сохраняем его в формате dxf (этот формат DXF (англ. Drawing eXchange Format) — открытый формат файлов для обмена графической информацией между приложениями САПР. Был создан фирмой Autodesk для системы AutoCAD) .
Примечание при создании чертежа обязательно перед сохранением проверить целостность контура детали , что бы все линии были замкнуты и не имели линейных наложений друг на друга.
В КОМПАСЕ проверка замкнутости линий выполненных стилем Основная производится с помощью Библиотек .
Порядок такой :а) меню Сервис -Менеджер библиотек -Прочие-Проверка документов- Проверка наложения элементов.
б) меню Сервис -Менеджер библиотек -Сервисные инструменты -Проверка замкнутости(Проверить выделенные объекты) или Проверить Все объекты выделенные стилем "Основная".
Только после проверок и исправления недочетов в чертеже сохраняем файл в формате DXF.
Если планируется фрезеровать несколько деталей, то сразу в одном чертеже компануем их сучетом имеющейся под фрезеровку заготовки .
Если сохраненный файл формата dxf непосредственно открыть в программе CNC USB Controller то программа создаст упраляющие G - кода ,но процесс резки не будет учитывать радиус используемой вами фрезы , так как ось вращения фрезы будет перемещаться только по контурным линиям и деталь получится меньше по контуру на диаметр фрезы или больше на внутренних вырезах и отверстиях.
Что бы станок резал деталь строго в нужном масштабе необходимо сохраненный файл формата DXF преобразовать дальше в другой программе .
Для более быстрого преобразования больше всего подходит программа ESTELCAM 10.002 , версии которой имеют русскоязычный интерфейс .На официальном сайте версия 11.113 более заточенная под 3D ,https://www.estlcam.de/anleitung.php правда лицензия стоит 59 долларов .В сети есть ломаннные более ранние версии.
Она наиболее простая в использовании к подготове имеемого файла к резке ,которая в кончном итоге ,после назначения обработки контуров , диаметра инструмента , создания перемычек создает управляющую программу с расширением tap , перед сохранением в Базовых настройках необходимо указать из большого списка выбрать контроллер Planet CNC .
Далее открываем сохраненный фай в программе CNC Planet . Если надо переназначаем относительные координаты под кусок заготовки обнуляем Х и Y , Замеряем высоту фрезы .Работаем.
Способ 2.
Деталь изначально вычерчивается в программе ARTCAM ( некоторые версии русифицированы ) и с помощью имеемых инструментов программы созданная детали назначается порядок обработки детали с учетом инструмента , размеров заготовки и так же в конечном итоге сохраняется в виде файла G-кодов под выбранный контроллер из списка.
Программа ARTCAM имеет сложный интерфейс и потребует больше времени на её изучение.
Функционально она более заточена под создание объемных деталей 3D фрезеровки.
Так как ARTCAM имеет множество созданных версий то учебники публикуемые в сети не всегда совпадают с устанавливаемой версией .
Для станков с малой рабочей зоной можно применить функцию Разбивки Управляющей программы на зоны частями по мере фрезеровки.
Здесь можно скачать инструкции по работе со станком и литературу по ЧПУ :
Файл скриншотов настройки программы на моем станке:(СКРИНЫРАБОЧИХНАСТРОЕКСТАНКАЧПУPLANETCNC.doc)
Файл по работе со станком без датчика толщины (с моей первой статьи):(Вариантработыбездатчикатолщины.1562591433882.pdf)
Файл по работе с датчиком толщины новый):(Рабочийпримериспользованияподвижногодатчикаизмерения.1562673990086.pdf)
Пример работы в Estelcam10:(РАБОТАСEstelCam.pdf) (ОСНОВАНИЕРАМЫэлДВИГАТЕЛЯ.dxf) (ОСНОВАНИЕРАМЫэлДВИГАТЕЛЯ.e10) (ОСНОВАНИЕРАМЫэлДВИГАТЕЛЯ.tap) (Estlcam10.7z)
Рекомендуемые режимы резания :(ПодачаиДиаметрыфрез..pdf) ,(РежимыиспользованияФрезнапрактике.pdf)
Литература по ЧПУ:(Коррекцияприобработке.pdf), (окоррекцииchapter7rus.pdf) , окоррекциирезки.pdf) ,(ПрограммированиеЧПУОсновныепонятия.pdf), (frezобработканастанках_CNC.pdf)
Инструкция к контроллеру : (newenglishusermanualUSB6560T4V3.pdf),(КАКИСПОЛЬЗОВАТЬКАМЕРУСCNCUSBКОНТРОЛЛЕРОМ.pdf) ,(CNCUSBотналадкидодетали.1422202017819.pdf),(ПервыйурокЧПУ.doc)












