На форуме, да и в Интернете уже много написано про самодельные мини-циркулярки. Но не всегда с помощью их удается получить качественные реечки. В основном это проблемы получения правильной геометрии реечек (прямоугольника, а не трапеции), одинаковой толщины по длине реечки и чистоты реза. В этой статье я хочу поделиться своим вариантом изготовления мини циркулярки.


Основными требованиями для качественного распила должны быть высокие обороты и хороший пильный диск. В качестве привода я использовал совдеповское электроточило «Темп». Оно имеет высокие обороты (3000 об/мин) и достаточную мощность (500 Ватт) по сравнению с китайскими аналогами. Раскручивается с двумя шлифовальными дисками за пол секунды.

Из уголка было изготовлено основание, которое с помощью пары болтов крепиться к электроточилу. Основная рабочая поверхность – стол, изготовлен из метала. К столу приварены четыре болта, с двумя гайками на каждом, с помощью которых стол крепиться к основанию. Это позволяет отрегулировать угол между фрезой и столом строго перпендикулярно, а также изменять высоту выступающей части фрезы (хотя и не очень быстро), поднимая или опуская столик. Честно говоря, я подсмотрел такой вариант стола на большой самодельной циркуляке. В качестве направляющей уголок, прикрученный болтами. Собирался заменить на прямоугольную алюминевую профтрубу с быстрыми зажимами, да руки не доходят.


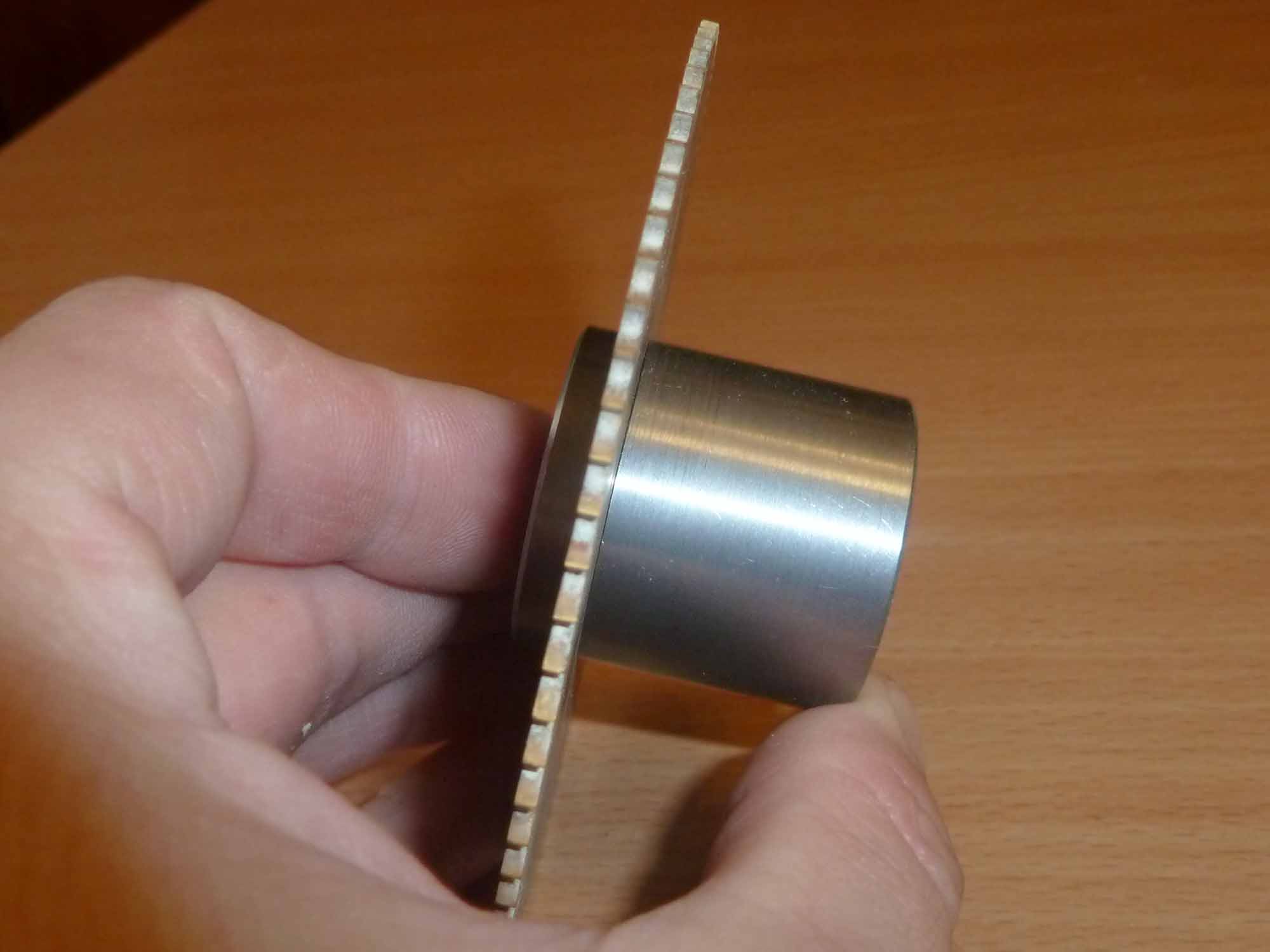
Я пробовал разные диски, в том числе и с победитовыми напайками, но они не давали желаемого результата, пока друг не подсказал использовать фрезу для метала. Для качественной распиловки желательно использовать толстую фрезу толщиной не менее 2 мм с большим количеством зубчиков. Такая толщина гарантирует, что фреза не будет отклонятся от вертикали и вы получите одинаковый по толщине рез. Также благодаря своей толщине фреза не перегревается. Фреза по металлу диаметром 100 мм обладает посадочным диаметром 22,5 мм, что является стандартом, поэтому была идея использовать готовые зажимы от старой болгарки плюс обрезок трубки, но добиться строго перпендикулярной посадки диска на вал у меня не получилось. Наблюдалось биение диска. Поэтому был заказан у токаря переходник.

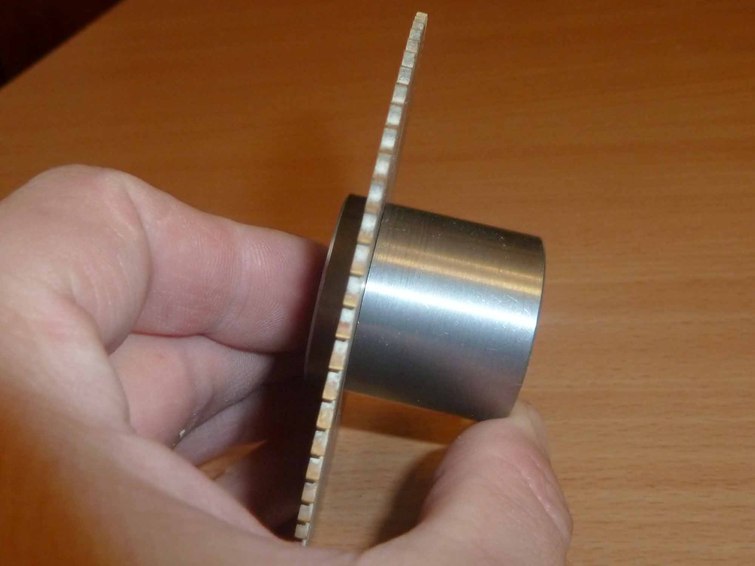
Несмотря на количество отходов, она обеспечивает качественный, практически полированный рез, не требующий дальнейшей шлифовки.

Из уголка было изготовлено основание, которое с помощью пары болтов крепиться к электроточилу. Основная рабочая поверхность – стол, изготовлен из метала. К столу приварены четыре болта, с двумя гайками на каждом, с помощью которых стол крепиться к основанию. Это позволяет отрегулировать угол между фрезой и столом строго перпендикулярно, а также изменять высоту выступающей части фрезы (хотя и не очень быстро), поднимая или опуская столик. Честно говоря, я подсмотрел такой вариант стола на большой самодельной циркуляке. В качестве направляющей уголок, прикрученный болтами. Собирался заменить на прямоугольную алюминевую профтрубу с быстрыми зажимами, да руки не доходят.


Я пробовал разные диски, в том числе и с победитовыми напайками, но они не давали желаемого результата, пока друг не подсказал использовать фрезу для метала. Для качественной распиловки желательно использовать толстую фрезу толщиной не менее 2 мм с большим количеством зубчиков. Такая толщина гарантирует, что фреза не будет отклонятся от вертикали и вы получите одинаковый по толщине рез. Также благодаря своей толщине фреза не перегревается. Фреза по металлу диаметром 100 мм обладает посадочным диаметром 22,5 мм, что является стандартом, поэтому была идея использовать готовые зажимы от старой болгарки плюс обрезок трубки, но добиться строго перпендикулярной посадки диска на вал у меня не получилось. Наблюдалось биение диска. Поэтому был заказан у токаря переходник.

Несмотря на количество отходов, она обеспечивает качественный, практически полированный рез, не требующий дальнейшей шлифовки.
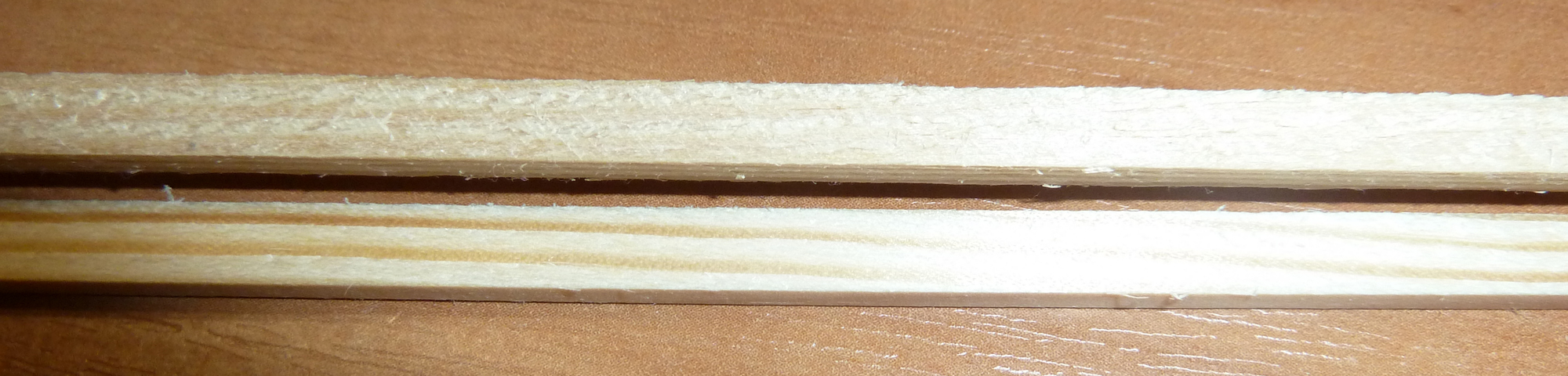
Для использования фрезы диаметром 63 мм был заказан другой переходник с меньшим посадочным диаметром. Качественный рез получается, только если распускать бальзу или тонкий материал, иначе фреза играет и не дает нужного результата (устанвовлена на электроточило).













При распиле нервюр если делать пакетом половина будет поломана
Не слушайте друга а запаситесь хорошими дисками разной толщины.
Например при толщине диска 2мм и необходимой толщины нервюры 3мм для того чтобы сделать 100 нервюр вам понадобиться либо 1 пакет шириной 54 см или 12 нормальных пакетов по 5 см нежирно так кормить фрезу?
А для красивого распила нужно
1-потренироваться после установки нужной толщины нервюры (тренировка на чём-нибудь ненужном)
2-некуда не спешить
Но сделайте фанерку обязательно, и опустите стол как можно ближе к валу
PS. Неплохо получается пилить фрезой 0.85 расход минемален
Сделаете деревяшку поставлю плюс