Я давно хотел собрать небольшой станок ЧПУ, так как изготовление кабанчиков, нервюр, шпангоутов достаточно трудоемкий процесс, отнимающий много времени, но дальше желания дело не продвигалось. Толчком к строительству ЧПУ стал разговор на корпоративе с коллегой-радиолюбителем, после которого он подогнал два вала диаметром 12 мм и два шаговых двигателя ДШИ-200 с принтера СМ6337.
В Интернете много информации по постройке ЧПУ с применением деталей принтера, неоднократно статьи про ЧПУ выкладывались и на Паркфлаере. Но во многих статьях не упоминаются некоторые моменты строительства и эксплуатации ЧПУ или упоминаются вскользь, до которых приходилось доходить путем проб и ошибок, а расплачиваться деньгами и временем.

В данной статье я опишу проблемы, с которыми я столкнулся при изготовлении и настройке ЧПУ пенорезки и фрезерного ЧПУ станка и возможные пути их решения, надеюсь кому-то пригодиться.
В Интернете много информации по постройке ЧПУ с применением деталей принтера, неоднократно статьи про ЧПУ выкладывались и на Паркфлаере. Но во многих статьях не упоминаются некоторые моменты строительства и эксплуатации ЧПУ или упоминаются вскользь, до которых приходилось доходить путем проб и ошибок, а расплачиваться деньгами и временем.
В данной статье я опишу проблемы, с которыми я столкнулся при изготовлении и настройке ЧПУ пенорезки и фрезерного ЧПУ станка и возможные пути их решения, надеюсь кому-то пригодиться.
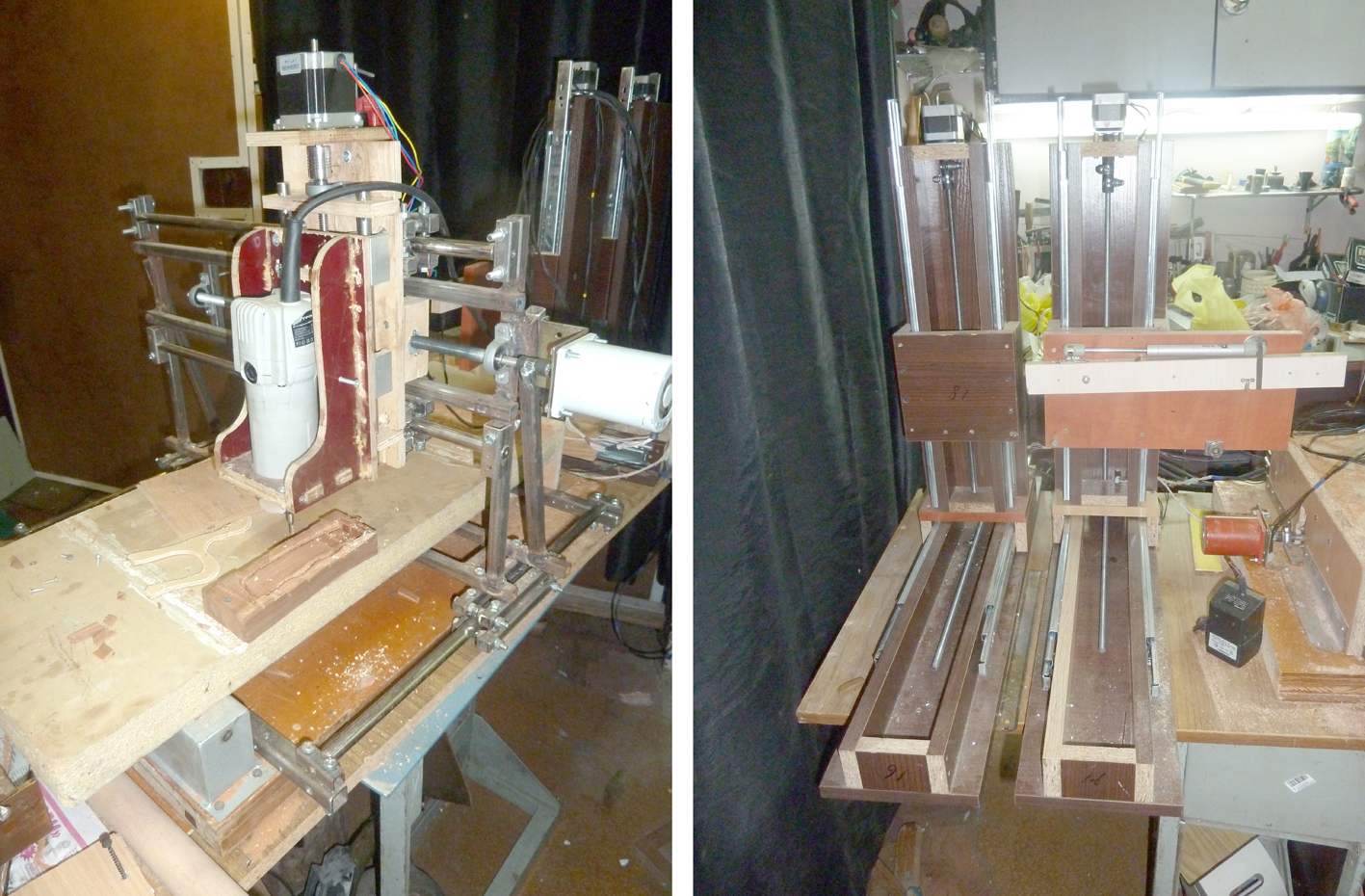
Начнем с четырех осевой пенорезки состоящей из двух одинаковых консолей, мое освоение ЧПУ началось именно с нее из-за простоты изготовления.
1. Необходимо заказать порезку ДСП в мебельной конторе. Для этого нужно принести туда список деталей с их размерами и количеством или готовую карту раскроя. В какой программе делать чертежи в SolidWorks или AutoCAD? Конечно же, нет. Так как используем мебельное ламинированное ДСП то и программу для разработки пенорезки возьмем мебельную, например PRO100. Совет: подойдите к работнику, который занимается распилом ДСП, и договоритесь нарезать вам деталей с остатков, выйдет в пару раз дешевле. Чертеж консоли в PRO100.(ЧПУпенорезка.sto)
Длину осей консолей с ДСП делайте на 15-20 см больше, чем мебельные телескопические направляющие - не будет проблем с установкой подвижной части. Если сделать очень длиной консоль по сравнению с мебельной телескопической направляющей, у которой не удалили защелку, будет проблематично снять подвижную часть.
2. Самым популярным (дешевым) ходовым винтом в любительском ЧПУ является строительная шпилька. Винт ШВП как то дороговато для любительского станка - не тот бюджет. Оказалось, строительные шпильки разные по качеству, и очень разные. Одни под нагрузкой прогибаются на 5-7 см, другие под той же нагрузкой только на 5-10 мм. Используйте в одном станке шпильки купленные в одном месте, одной фирмы. Для пенорезки шпилька 8 мм в самый раз, а вот под трехосевой фрезер лучше взять 12мм и более.
Лучше в качестве ходового винта использовать винт с трапециидальной резьбой – стоит в пару раз дороже шильки. Например, в Китае винт длиной 500 мм диаметром 8 мм стоит 12$. В Украине за теже деньги можно приобрести трапециидальный винт длиной 2 метра диаметром 10 мм. Нормальная разница? Да и доставка заказа пару дней, а не пару недель. Жаль, я поздно об этом узнал, иначе использовал бы винт с трапециидальной резьбой.
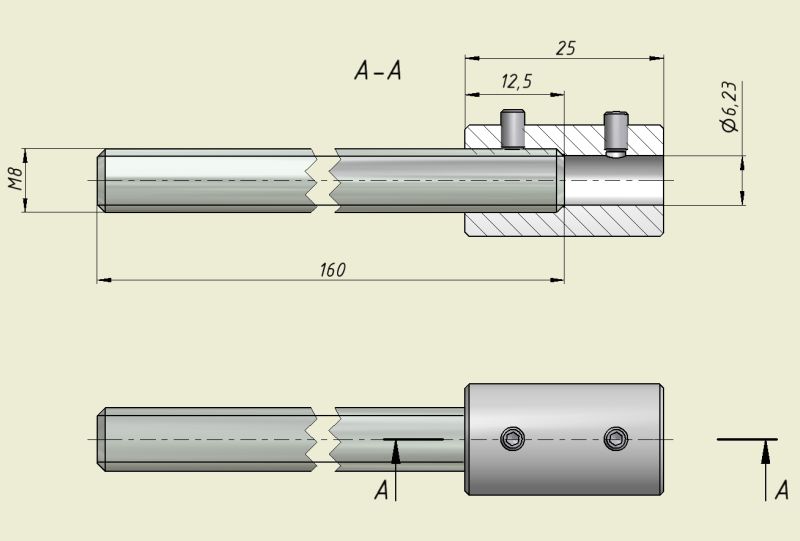
Ходовой винт к трех осевому ЧПУ делал из 12 мм строительной шпильки, обработку концов заказывал у токаря. В результате там где патрон зажимал шпильку на резьбе небольшие вмятинки - пришлось резьбу надфилем поправлять, а то гайка заедала.
3. Не применяйте стальные гайки в качестве ходовых. Лучше купите пруток капролона диаметром 22 мм или более, порежьте длиной 10-16 мм, просверлите в нем отверстие и нарежьте резьбу M8-M14 в зависимости от выбранной шпильки (не смотря на использование нового китайского сверлильного станка, все отверстия у меня получились наискосок, поэтому советую заказать изготовление у токаря). Шум с такой гайкой в разы ниже да люфта практически не будет. Кстати, учтите, что метчики для нарезки резьбы бывают №1 и №2. Если нарезать только первым номером, капролоновая гайка будет очень плотно сидеть на шпильке и вы потратите много времени и усилий на ее разработку.
4. Для присоединения двигателя к ходовому винту нужна соединительная муфта. Надежный бюджетный вариант из шланга высокого давления или старого шланга из душа. Я заказал у токаря муфты из стального шестигранного прутка по чертежам из интернета (вот зачем???).
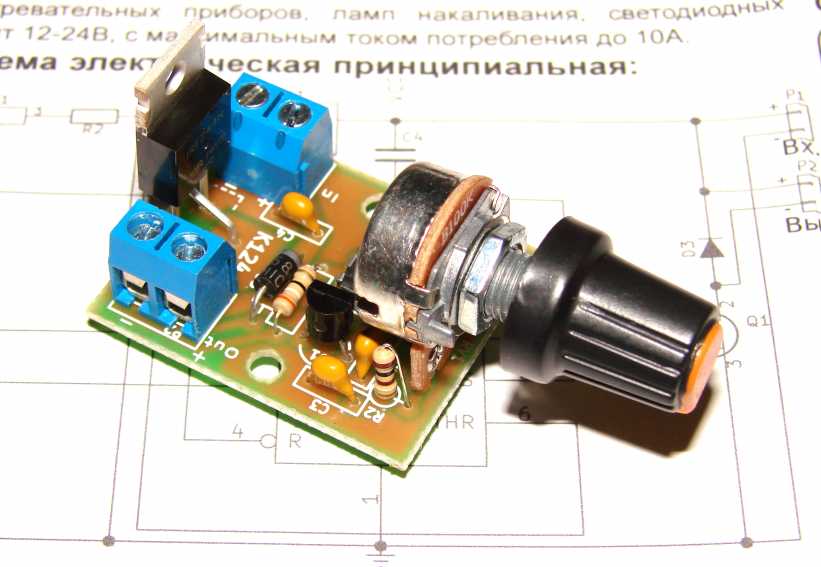
5. Нихромовую стуну для резки пенопласта обязательно разматываем, надев спираль нихрома на сверло или спицу подходящего диаметра. Хоть она и расправляется, если хорошо нагреть и натянуть. В идеале для нагрева струны использовать стабилизированный источник питания. За неимением средств на таковое удовольствие неплохо покажет себя любой трансформаторный источник питания постоянного тока (автомобильное зарядное устройство или лабораторный источник питания) в паре с современным ШИМ регулятором постоянного тока. Такая платка ШИМ регулятора стоит пару долларов.
Для качественного реза необходимо, чтобы вдоль движения струны был запас пенопласта в пару миллиметров. Когда я пытался максимально поднять вырезаемую деталь к поверхности пенопласта для экономии материала, то в результате перепрожига получал некачественную поверхность – деталь уходила в брак. Делайте зазор между несколькими деталями минимум пару миллиметров плюс толщина реза.
До изготовлении пенорезки у меня минимум каждая вторая деталь уходила в брак.
Что касается подключение электроники и настройки ПО.
1. Так как перед постройкой ЧПУ был изучен приличный объем информации, контроллер ШД для управления шаговыми двигателями (униполярными) решил сделать самодельный, так сказать для экономии средств, да и схему вроде простую нашел. Кому интересно <a title="Контроллер униполярного ЧПУ" href="http://www.parkflyer.ru/ru/blogs/edit_entry/14212/href=">">href="http://www.parkflyer.ru/ru/blogs/edit_entry/14212/href=">href="http://autobills.ru/cnc_pic.html"</a> target="_blank">ссылочка . Контроллер ШД обеспечивает полушаговый режим (для униполярных двигателей), для пенорезки то, что нужно. Полевые транзисторы N-канал брал со сгоревших материнок, остальные радиодетали в радиомагазине. В радиомагазине приятно порадовали, сообщив, что при покупке у них микроконтроллера (в схеме PIC микроконтроллер) прошивают его бесплатно. Собирал на макетной плате. Получилось с Mach3 заставить двигатель крутиться в обе стороны – радости моей не было предела. Но вот побороть проблему страшного перегрева двигателя у меня не получилось. Дело в том, что данная схема подразумевает ограничение по току с помощью лампочки или мощного резистора последовательно соединенной с центральными обмотками ШД. Казалось все просто, но подсоединив последовательно нагрузку ограничивающую ток, надо увеличивать напряжение. ДШИ 200-1 расчитан на 30В и 1 A (Схемы включения ДШИ). Для его включения на 24 В на данном контроллере ШД потребуется подключить последовательно 2 лампочки на 12в (одну на 24) и подать напряжение 48В. Во первых где брать такой источник питания, а во вторых транзисторы с материнок рассчитаны на 25-30В, сгорят сразу. Получен небольшой опыт в схемотехнике, но проку мало.
В итоге приобрел плату опторазвязки и драйвера шаговых двигателей на E-bay.


Подключение шаговых двигателей к драйверам лучше делать на разъемах. Я использовал четырех контактные с блока питания компьютера, попросил у сисадмина со сгоревших блоков питания компов, ответку маму купил в магазине радио.
Этот пункт отвечает за включение/выключение контроллера по кнопке «Reset», что на экране компьютера. И еще во всех статьях, как правило, имеют ввиду именно ее (кнопку «Reset») , а не аппаратную кнопку аварийного останова (подписан разъем на контроллере «Reset»), ее единственное предназначение аварийный останов станка. Любой тумблер вкл/выкл подходит в качестве кнопки аварийного останова, например выключатель для света в комнате, но желательно или правильно использовать кнопку грибок. В нештатной ситуации пока попадешь по кнопке «Reset» (что на экране компьютера), особенно на трех осевом ЧПУ, как минимум фреза сломается - сам пару штук сломал. Поэтому ставить обязательно.
У меня получилось так
Параметр Steps per, окно Motor Tuning, отвечает за количество поданных импульсов на двигатель. Если в режиме полного шага (режим шага задается драйвером) это число допустим 160, то в режиме полушага уже получим 320, 1/8 шага соответственно 1280. При переключении режима шага на драйвере необходимо незабывать откорректировать значение Mach3.
По трех осевому фрезерному ЧПУ. Его я собирал после пенорезки.
1. На разборке оргтехники можно за копейки достать направляющие валы со струйника формата А2. Как правило, направляющие с принтеров не каленые. При небольших ударах на них остаются вмятины и царапины – обращайтесь с ними предельно аккуратно. Тем не менее, в принтерах они не ломаются, и как запчасти не представляют ценности. Я приобрел три вала длиной около 54 см, диаметром 14 и 15 мм. Найти на них линейные подшипники проблематично, да и стоят они дороже. Поэтому изготавливал самодельные каретки на подшипниках. Не делайте каретки на втулках, особенно оси X и Y, скорее всего станок будет часто подклинивать, придется переделывать, а это время, деньги и нервные клетки.
Изза того что валы не каленые и небольшого диаметра, они дают прогиб по длине даже при небольшом усилии. Желательно ставить даже на любительский станок стальные каленые валы даметром не меньше 16 мм, или валы на опоре. В будущем планирую поменять направляющие из принтера - эксплуатация покажет.
Тем не менее, попытка фрезеровать листовой метал толщиной 2 мм фрезой по металу типа кукуруза увенчалась успехом. Скрость реза 200 мм в минуту, толщина снимаемого материала за один проход 0.4 мм.

2. Мне очень нравиться профильная труба, как материал. У меня была возможность заказать нарезку своего ЧПУ с фанеры, но я решил собрать станок из профильной трубы. Конструкция придумывалась на ходу, переделывалась не один раз, и вот что из этого получилось. Дверку старого шкафа разрезал пополам, промазал эпоксидной смолой, скрутил саморезами, получилось жесткое основание с шириной чуть меньше необходимой. Закрепил параллельно две поперечины из двадцатой профильной трубы. К ним будут крепиться направляющие валы оси Х. Крепление валов на фото. Позволяет выставить по высоте вал в случае, когда не одинаково просверлены отверстия под установку вала. Портал сварил из 15мм профильной трубы. Крепление оси Y аналогично оси Х. Ось Z вначале планировал из металла, но потом передумал и сделал из строительной и ламинированой фанеры. Сварщик из меня совсем слабенький. Фанеру нарезал сам и очень много времени потратил на изготовление и подгонку деталей, сломал десяток пилочек для лобзика и пару натфилей, теперь понимаю - надо было заказывать нарезку на ЧПУ – быстро, качественно и вышло бы дешевле.

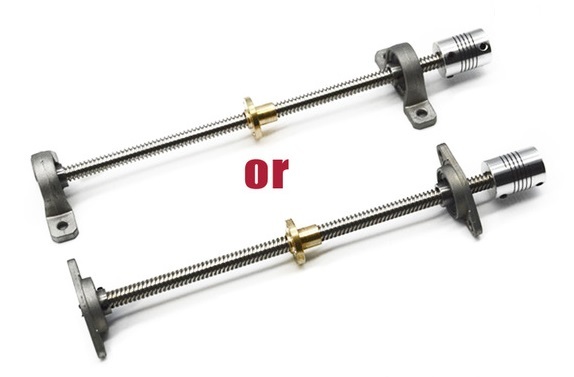
В качестве ходового винта для оси Z в трех осевом ЧПУ в самом начале проэкта был заказан на Aliexpres в сборе винт 200 мм + ходовая латунная гайка + 2 упорных подшипника + сильфонная муфта. Очень порадовало качество комплектующих.
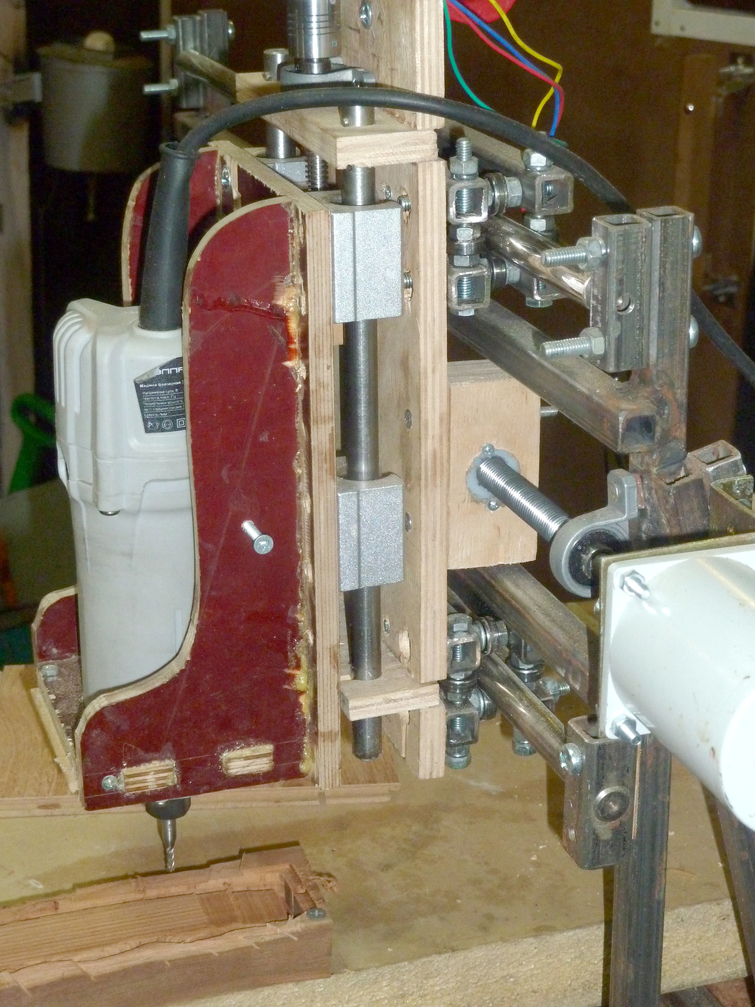
3. В качестве фрезера планировал использовать бормашинку Proxxon или бесколектроный двигатель. Но тут вмешался мистер случай, и мне дали на временно-постоянное пользование фрезер Энергомаш с условием: применишь на ЧПУ забирай, нет - верни обратно. Из минусов: тяжелый, нет регулятора оборотов, патрон под фрезы 6 мм (под фрезы с хвостовиком 3.175 мм заказывал с Китая переходник.). С деревом, фанерой справляется на ура, с алюминием нет - нужны обороты намного меньше. Пластик не пробовал по проичине отсуствия того самого пластика.
Ход по X, Y, Z получился 390, 390, 60 мм соответственно.
По Art Cam
Подготовку чертежей делаю в Autocad (чертил в Универе, знал на отлично, хорошо подзабыл), а подготовку управляющей программы в ArtCam как самой популярной программе. Позже по совету знакомого планирую перейти на SolidWork и SolidCam.
Так вот два нюанса по ArtCam которые в обучающих видео мне не попадались.
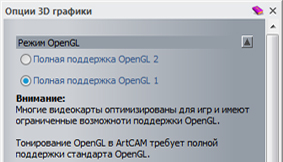
1. Если при создании новой модели в Art Cam, модель темного, почти черного цвета, значит ваша видеокарта не поддерживает режим opengl 2.0 (это касается многих современных систем с интегрированой видеокартой). Решение - либо менять видеокарту или отключить использование данного режима в ArtCam.
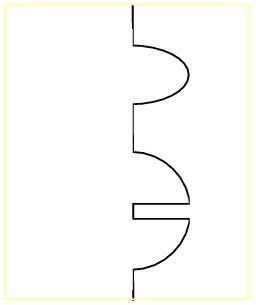
2. Первой моделью созданой мной в ArtCam была рукоятка ножа. При попытке вырезать ее на станке не были прорезаны верхняя и нижняя часть рукоятки. Как оказалось причина очень проста - размер заготовки был впритык размеру модели по ширине. Размер заготовки в ArtCam должен превышать размер модели как минимум на диаметр используемой фрезы.

По длине был запас, поэтому выфрезеровало хорошо (выделено красным цветом), синим - там где фреза не до обработала материал. Заготовка подверглась тестовым резам еще пару раз.
Видео не вижу смысла выкладывать, на Ютубе его и так полно.
Заключение
Несмотря на свои недостатки, данные станки ЧПУ позволили получить базовые навыки в работе с ЧПУ и определиться на будущее в каком направлении двигаться.
Постепенно планируется модернизация и доработка фрезерного станка. На данный момент уже закуплены заводские комплектующие под ось X.
Всем удачи в строительстве и освоении ЧПУ. Лично для меня до сих пор работа ЧПУ станка связана с какой-то "магией".
1. Необходимо заказать порезку ДСП в мебельной конторе. Для этого нужно принести туда список деталей с их размерами и количеством или готовую карту раскроя. В какой программе делать чертежи в SolidWorks или AutoCAD? Конечно же, нет. Так как используем мебельное ламинированное ДСП то и программу для разработки пенорезки возьмем мебельную, например PRO100. Совет: подойдите к работнику, который занимается распилом ДСП, и договоритесь нарезать вам деталей с остатков, выйдет в пару раз дешевле. Чертеж консоли в PRO100.(ЧПУпенорезка.sto)
Длину осей консолей с ДСП делайте на 15-20 см больше, чем мебельные телескопические направляющие - не будет проблем с установкой подвижной части. Если сделать очень длиной консоль по сравнению с мебельной телескопической направляющей, у которой не удалили защелку, будет проблематично снять подвижную часть.
2. Самым популярным (дешевым) ходовым винтом в любительском ЧПУ является строительная шпилька. Винт ШВП как то дороговато для любительского станка - не тот бюджет. Оказалось, строительные шпильки разные по качеству, и очень разные. Одни под нагрузкой прогибаются на 5-7 см, другие под той же нагрузкой только на 5-10 мм. Используйте в одном станке шпильки купленные в одном месте, одной фирмы. Для пенорезки шпилька 8 мм в самый раз, а вот под трехосевой фрезер лучше взять 12мм и более.
Лучше в качестве ходового винта использовать винт с трапециидальной резьбой – стоит в пару раз дороже шильки. Например, в Китае винт длиной 500 мм диаметром 8 мм стоит 12$. В Украине за теже деньги можно приобрести трапециидальный винт длиной 2 метра диаметром 10 мм. Нормальная разница? Да и доставка заказа пару дней, а не пару недель. Жаль, я поздно об этом узнал, иначе использовал бы винт с трапециидальной резьбой.
Ходовой винт к трех осевому ЧПУ делал из 12 мм строительной шпильки, обработку концов заказывал у токаря. В результате там где патрон зажимал шпильку на резьбе небольшие вмятинки - пришлось резьбу надфилем поправлять, а то гайка заедала.
3. Не применяйте стальные гайки в качестве ходовых. Лучше купите пруток капролона диаметром 22 мм или более, порежьте длиной 10-16 мм, просверлите в нем отверстие и нарежьте резьбу M8-M14 в зависимости от выбранной шпильки (не смотря на использование нового китайского сверлильного станка, все отверстия у меня получились наискосок, поэтому советую заказать изготовление у токаря). Шум с такой гайкой в разы ниже да люфта практически не будет. Кстати, учтите, что метчики для нарезки резьбы бывают №1 и №2. Если нарезать только первым номером, капролоновая гайка будет очень плотно сидеть на шпильке и вы потратите много времени и усилий на ее разработку.
4. Для присоединения двигателя к ходовому винту нужна соединительная муфта. Надежный бюджетный вариант из шланга высокого давления или старого шланга из душа. Я заказал у токаря муфты из стального шестигранного прутка по чертежам из интернета (вот зачем???).

5. Нихромовую стуну для резки пенопласта обязательно разматываем, надев спираль нихрома на сверло или спицу подходящего диаметра. Хоть она и расправляется, если хорошо нагреть и натянуть. В идеале для нагрева струны использовать стабилизированный источник питания. За неимением средств на таковое удовольствие неплохо покажет себя любой трансформаторный источник питания постоянного тока (автомобильное зарядное устройство или лабораторный источник питания) в паре с современным ШИМ регулятором постоянного тока. Такая платка ШИМ регулятора стоит пару долларов.
Для качественного реза необходимо, чтобы вдоль движения струны был запас пенопласта в пару миллиметров. Когда я пытался максимально поднять вырезаемую деталь к поверхности пенопласта для экономии материала, то в результате перепрожига получал некачественную поверхность – деталь уходила в брак. Делайте зазор между несколькими деталями минимум пару миллиметров плюс толщина реза.
До изготовлении пенорезки у меня минимум каждая вторая деталь уходила в брак.
Что касается подключение электроники и настройки ПО.
1. Так как перед постройкой ЧПУ был изучен приличный объем информации, контроллер ШД для управления шаговыми двигателями (униполярными) решил сделать самодельный, так сказать для экономии средств, да и схему вроде простую нашел. Кому интересно <a title="Контроллер униполярного ЧПУ" href="http://www.parkflyer.ru/ru/blogs/edit_entry/14212/href=">">href="http://www.parkflyer.ru/ru/blogs/edit_entry/14212/href=">href="http://autobills.ru/cnc_pic.html"</a> target="_blank">ссылочка . Контроллер ШД обеспечивает полушаговый режим (для униполярных двигателей), для пенорезки то, что нужно. Полевые транзисторы N-канал брал со сгоревших материнок, остальные радиодетали в радиомагазине. В радиомагазине приятно порадовали, сообщив, что при покупке у них микроконтроллера (в схеме PIC микроконтроллер) прошивают его бесплатно. Собирал на макетной плате. Получилось с Mach3 заставить двигатель крутиться в обе стороны – радости моей не было предела. Но вот побороть проблему страшного перегрева двигателя у меня не получилось. Дело в том, что данная схема подразумевает ограничение по току с помощью лампочки или мощного резистора последовательно соединенной с центральными обмотками ШД. Казалось все просто, но подсоединив последовательно нагрузку ограничивающую ток, надо увеличивать напряжение. ДШИ 200-1 расчитан на 30В и 1 A (Схемы включения ДШИ). Для его включения на 24 В на данном контроллере ШД потребуется подключить последовательно 2 лампочки на 12в (одну на 24) и подать напряжение 48В. Во первых где брать такой источник питания, а во вторых транзисторы с материнок рассчитаны на 25-30В, сгорят сразу. Получен небольшой опыт в схемотехнике, но проку мало.
В итоге приобрел плату опторазвязки и драйвера шаговых двигателей на E-bay.

Подключение шаговых двигателей к драйверам лучше делать на разъемах. Я использовал четырех контактные с блока питания компьютера, попросил у сисадмина со сгоревших блоков питания компов, ответку маму купил в магазине радио.
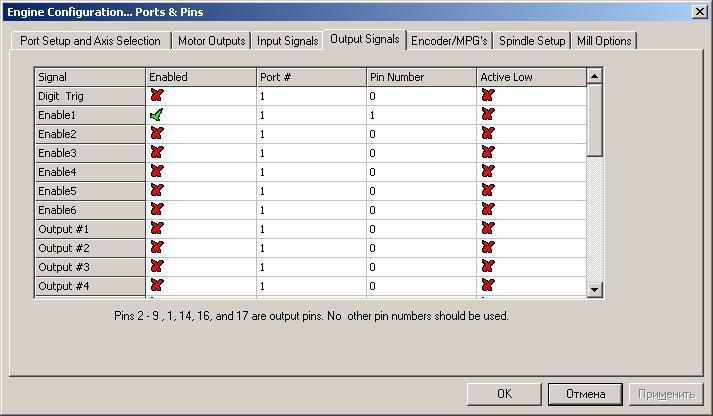
По настройке ПО Mach3. Думаю актуально и для альтернативного ПО.
Почти во всех статьях забывают про пункт Enable на вкладке OUTPUTS (я долго промучился, пока заставил включаться контроллер, хотя до этого у меня получалось запускать его альтернативным, неправильным способом, выставляя в настойке пинов первый пин на пункте STEP любого шагового двигателя).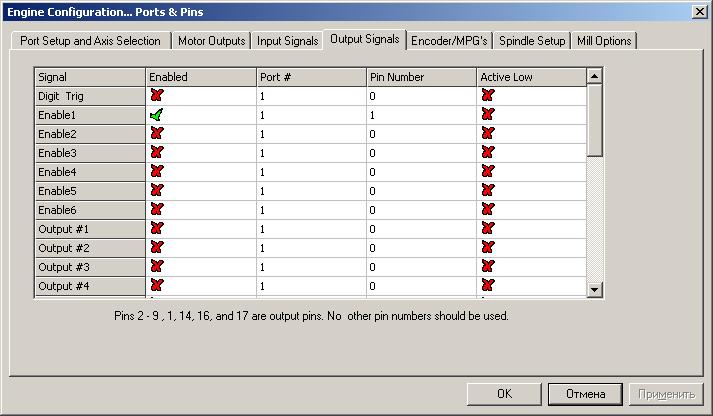
Этот пункт отвечает за включение/выключение контроллера по кнопке «Reset», что на экране компьютера. И еще во всех статьях, как правило, имеют ввиду именно ее (кнопку «Reset») , а не аппаратную кнопку аварийного останова (подписан разъем на контроллере «Reset»), ее единственное предназначение аварийный останов станка. Любой тумблер вкл/выкл подходит в качестве кнопки аварийного останова, например выключатель для света в комнате, но желательно или правильно использовать кнопку грибок. В нештатной ситуации пока попадешь по кнопке «Reset» (что на экране компьютера), особенно на трех осевом ЧПУ, как минимум фреза сломается - сам пару штук сломал. Поэтому ставить обязательно.

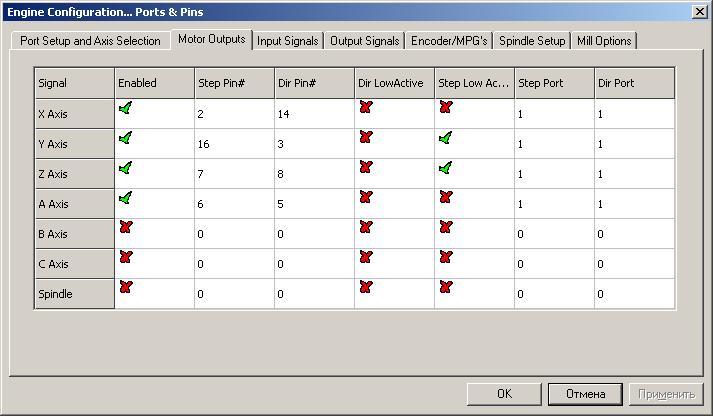
У меня получилось так

Параметр Steps per, окно Motor Tuning, отвечает за количество поданных импульсов на двигатель. Если в режиме полного шага (режим шага задается драйвером) это число допустим 160, то в режиме полушага уже получим 320, 1/8 шага соответственно 1280. При переключении режима шага на драйвере необходимо незабывать откорректировать значение Mach3.
По трех осевому фрезерному ЧПУ. Его я собирал после пенорезки.
1. На разборке оргтехники можно за копейки достать направляющие валы со струйника формата А2. Как правило, направляющие с принтеров не каленые. При небольших ударах на них остаются вмятины и царапины – обращайтесь с ними предельно аккуратно. Тем не менее, в принтерах они не ломаются, и как запчасти не представляют ценности. Я приобрел три вала длиной около 54 см, диаметром 14 и 15 мм. Найти на них линейные подшипники проблематично, да и стоят они дороже. Поэтому изготавливал самодельные каретки на подшипниках. Не делайте каретки на втулках, особенно оси X и Y, скорее всего станок будет часто подклинивать, придется переделывать, а это время, деньги и нервные клетки.
Изза того что валы не каленые и небольшого диаметра, они дают прогиб по длине даже при небольшом усилии. Желательно ставить даже на любительский станок стальные каленые валы даметром не меньше 16 мм, или валы на опоре. В будущем планирую поменять направляющие из принтера - эксплуатация покажет.
Тем не менее, попытка фрезеровать листовой метал толщиной 2 мм фрезой по металу типа кукуруза увенчалась успехом. Скрость реза 200 мм в минуту, толщина снимаемого материала за один проход 0.4 мм.
2. Мне очень нравиться профильная труба, как материал. У меня была возможность заказать нарезку своего ЧПУ с фанеры, но я решил собрать станок из профильной трубы. Конструкция придумывалась на ходу, переделывалась не один раз, и вот что из этого получилось. Дверку старого шкафа разрезал пополам, промазал эпоксидной смолой, скрутил саморезами, получилось жесткое основание с шириной чуть меньше необходимой. Закрепил параллельно две поперечины из двадцатой профильной трубы. К ним будут крепиться направляющие валы оси Х. Крепление валов на фото. Позволяет выставить по высоте вал в случае, когда не одинаково просверлены отверстия под установку вала. Портал сварил из 15мм профильной трубы. Крепление оси Y аналогично оси Х. Ось Z вначале планировал из металла, но потом передумал и сделал из строительной и ламинированой фанеры. Сварщик из меня совсем слабенький. Фанеру нарезал сам и очень много времени потратил на изготовление и подгонку деталей, сломал десяток пилочек для лобзика и пару натфилей, теперь понимаю - надо было заказывать нарезку на ЧПУ – быстро, качественно и вышло бы дешевле.

В качестве ходового винта для оси Z в трех осевом ЧПУ в самом начале проэкта был заказан на Aliexpres в сборе винт 200 мм + ходовая латунная гайка + 2 упорных подшипника + сильфонная муфта. Очень порадовало качество комплектующих.

3. В качестве фрезера планировал использовать бормашинку Proxxon или бесколектроный двигатель. Но тут вмешался мистер случай, и мне дали на временно-постоянное пользование фрезер Энергомаш с условием: применишь на ЧПУ забирай, нет - верни обратно. Из минусов: тяжелый, нет регулятора оборотов, патрон под фрезы 6 мм (под фрезы с хвостовиком 3.175 мм заказывал с Китая переходник.). С деревом, фанерой справляется на ура, с алюминием нет - нужны обороты намного меньше. Пластик не пробовал по проичине отсуствия того самого пластика.

Ход по X, Y, Z получился 390, 390, 60 мм соответственно.
По Art Cam
Подготовку чертежей делаю в Autocad (чертил в Универе, знал на отлично, хорошо подзабыл), а подготовку управляющей программы в ArtCam как самой популярной программе. Позже по совету знакомого планирую перейти на SolidWork и SolidCam.
Так вот два нюанса по ArtCam которые в обучающих видео мне не попадались.
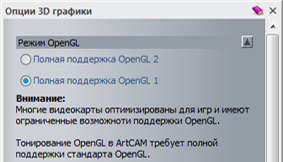
1. Если при создании новой модели в Art Cam, модель темного, почти черного цвета, значит ваша видеокарта не поддерживает режим opengl 2.0 (это касается многих современных систем с интегрированой видеокартой). Решение - либо менять видеокарту или отключить использование данного режима в ArtCam.
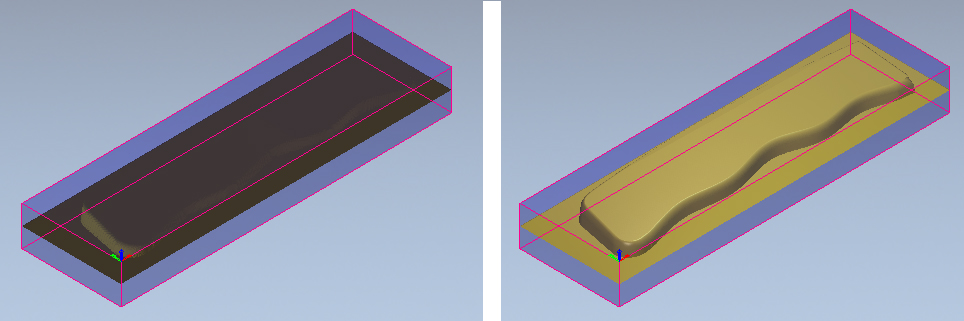
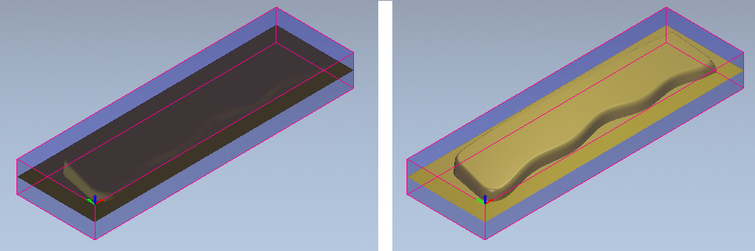
2. Первой моделью созданой мной в ArtCam была рукоятка ножа. При попытке вырезать ее на станке не были прорезаны верхняя и нижняя часть рукоятки. Как оказалось причина очень проста - размер заготовки был впритык размеру модели по ширине. Размер заготовки в ArtCam должен превышать размер модели как минимум на диаметр используемой фрезы.

По длине был запас, поэтому выфрезеровало хорошо (выделено красным цветом), синим - там где фреза не до обработала материал. Заготовка подверглась тестовым резам еще пару раз.
Видео не вижу смысла выкладывать, на Ютубе его и так полно.
Заключение
Несмотря на свои недостатки, данные станки ЧПУ позволили получить базовые навыки в работе с ЧПУ и определиться на будущее в каком направлении двигаться.
Постепенно планируется модернизация и доработка фрезерного станка. На данный момент уже закуплены заводские комплектующие под ось X.
Всем удачи в строительстве и освоении ЧПУ. Лично для меня до сих пор работа ЧПУ станка связана с какой-то "магией".













Если не трудно то отпишитесь -как они.
Пишут что защиты там никакой.
От обратного тока горят как спички)
Если лечили ,то как?
Пока работают, у моего знакомого уже не один год, в работе нареканий нет (с другой стороны я не понимал, чем людей не устраивает сервомашинка HTX, пока не попробывал серво Diamond)
Откуда обратный ток в ЧПУ?
по распиновке кабеля. паял сам напрямую 1:1, половина пинов вышла как у вас. перебрал все, но одновременной работы всех осей добиться не удалось. прозвонил кабель, в порядке. уже хотел заказывать плату как у вас. но на всякий случай решил кабель выкинуть, плату воткнул напрямую в комп и тут электроника нормально заработала и рекомендованные настройки подошли. может плата УГ, 5-ти осевая за 350р :) подключил моторы nema17 на 1.7А витой парой, помех у меня не было как у многих. и они тоже греются, приколхозил пока вентиляторы, справляются. позже моторы будут мощнее, а эти на принтер пойдут.
Лучше собрать свой с большим столом и более качественными комплектующими, что касается сверлильного станка тут согласен, без него ни как.
Довольно вредный совет. Вы посоветуйте применять каленые направляющие, с диаметром не менее 25 мм, и при этом не гнаться за их длиной. Вы посоветуйте выкинуть ДШИ "ф топку", а купить вменяемые шаговики, желательно рассчитанные на ток 2,5 - 3 А. И не будет ничего подклинивать, разумеется, при том, что руки прямые, а втулки делаются грамотным слесарем на оборудовании, уже не помнящем царя Гороха. Да и примененные вами подшипники весьма сильно раздувают габариты станка, так ведь? Втулки помогли бы этого избежать.
Конструктивно механика станков сделана стандартно. Но, что печально, вы вот ничего не сказали, какой провод использовали для соединения ШД с контроллером, возникали ли помехи, и как вы их побороли, а это весьма и весьма было бы полезно.
В целом сделанные вами приблуды жизнеспособны весьма и весьма. Но вы все же этот "Энергомаш" лучше замените на что-нибудь более легкое, а его используйте в качестве гири :))))
Я думаю, Вы в курсе, сколько стоит каленый вал диаметром не менее 25 мм? А линейные подшипники на него? Я рассматривал постройку бюджетного станка. Станок строился исходя из того, что было в наличии и подешевле. В идеале должен приобретаться готовый заводской станок.
Вначале ось X и Y были сделаны на медно графитных втулках (расточку под диаметр заказывал у токаря). Втулки идеально скользили по валам. Но при небольшом усилии создающем перекос их начинало подклинивать. Поэтому станок был перестроен. Можно было конечно сделать два ходовых винта на ось Х.
Я думаю, Вы не будете возражать, что усилие на двигатель, на оси X например, состоит из усилия перемещение портала плюс усилие приложенное к фрезе. Портал скользит очень легко, а к фрезе с маленьким диаметром большое усилие не требуется, иначе фреза сломается.
«Энергомаш» в будущем, мечтаю заменить на шпиндель с частотником, хотя на данный момент станок его «тягает» без пропуска шагов со скоростью 700 мм/минуту.
Провода использовал из советских запасов многожильные медные покрытые сверху оловом, длиной до 1,5 м. Никаких проблем в работе двигателей не наблюдается.