Кратко о сложном - самостоятельной постройке 3D принтера, причем принтера с которым не нужны "танцы с бубном". И чем он может быть полезен не только моделисту, а вообще любому человеку у которого "руки не для скуки" и растут откуда нужно.
Идея собрать принтер и печатать пластиком по трехмерным моделям у меня возникла еще года 4 назад, когда они стали выходить из подвалов энтузиастов в массы. Но останавливала цена и сырость технологии - стоило пару раз посмотреть с какой скоростью они печатают и насколько непрочными/корявыми получались детали, все желание отвалить энное количество кровных напроч отпадало. А настройки и калибровки вообще были сродни искуству шаманов каменного века. Но прогресс идет, и домашние 3D принтеры сейчас уже вполне способны печатать прочные детали, очень хорошего качества. А вот о конструкции, которая "построил, настроил и забыл" я и хотел бы рассказать. Не буду излагать все дотошно - моя статья есть тут, писалось для прошедшего конкурса, я лишь напишу "что почем", как и что получается в "сухом остатке".
Почему такой?
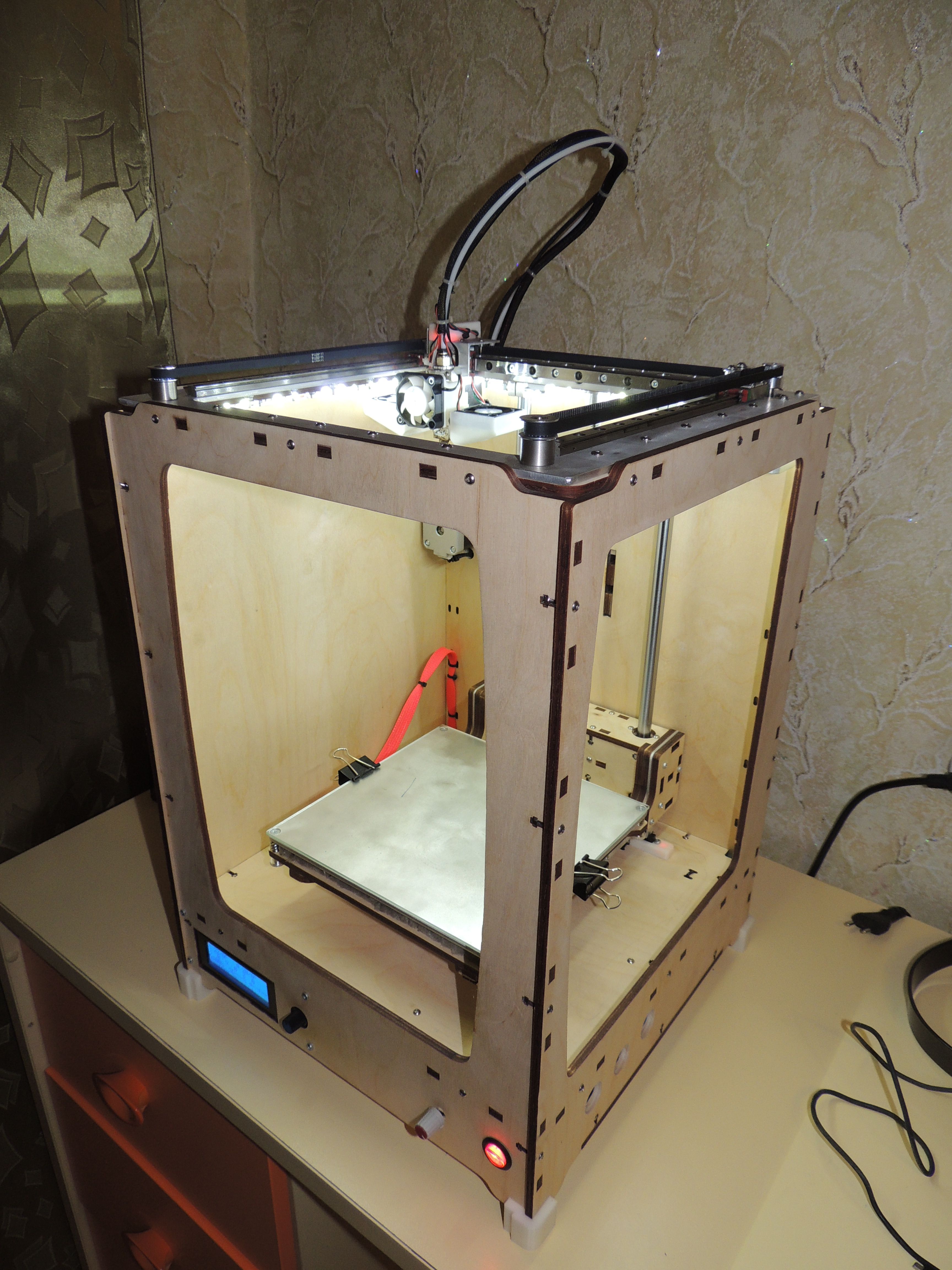
Принтер имеет кинематику (способ перемещения печататющей головки/стола) H-Bot, которая считается одной из самых удачных на сегодняшний день. Печатающая головка перемещается по двум рельсам, причем двигатель и подающий экструдер находятся не с ней вместе, а стоят статично в корпусе, за счет чего намного снижается инерция при печати на средних и высоких скоростях, сами же рельсы а не круглые направляющие обеспечивают высокую скорость и долгий срок службы. Стол не дрыгается туда/сюда как у прющеподобных дрыгостолов, а перемещается лишь вверх/вниз, причем при печати он лишь постепенно опускается. Побогрев стола силиконовый - быстрый, и исключено искревление поверхности при нагреве. Корпус принтера фанерный, так называемая "тумбочка", предмет "зависти" многих любителей алюминиевого профиля вырезан лазером.
Проект не моя авторская разработка, я лишь немного скрестил корпус ULTI (доступный по чертежам в свободном доступе) с оснащением разжеванного до "немогу" на форумах принтера Sprinter, за счет чего удалось прилично сэкономить. Ну и небольшие доработки по ходу...
Что почем?
Заказывая стандартный набор запчастей на Алиэкспрессе (с небольшими исключениями) для SPrinter'a, приложением рук и подручных инструментов, самостоятельным заказом резки фанеры, принтер обходится в 15т.р.
Что получим в итоге?
Простой пример: заказал резину и диски бедлоки для трофи модели. Диски пластик, на али стоят 700р., причем пришли 4 шт. а нужно 5. Померил - вылет не подходит, ну не пишут кетайцы вылет обычно, а спросишь - напишут такое что и гугл переводчик в затылке начнет чесать. В итоге - резина есть а ставить не на что. Но есть принтер под рукой - вечер в Компас 3D со штангелем в руках и еще один вечер с ночью на распечатку - 5 дисков готовы (крепеж свой).


Попутно пристроил моторчик с редуктором - получилась симпотичная лебедка с усилием поднимающая модель. До этого приходилось вытачивать на токарном/варить аргоном



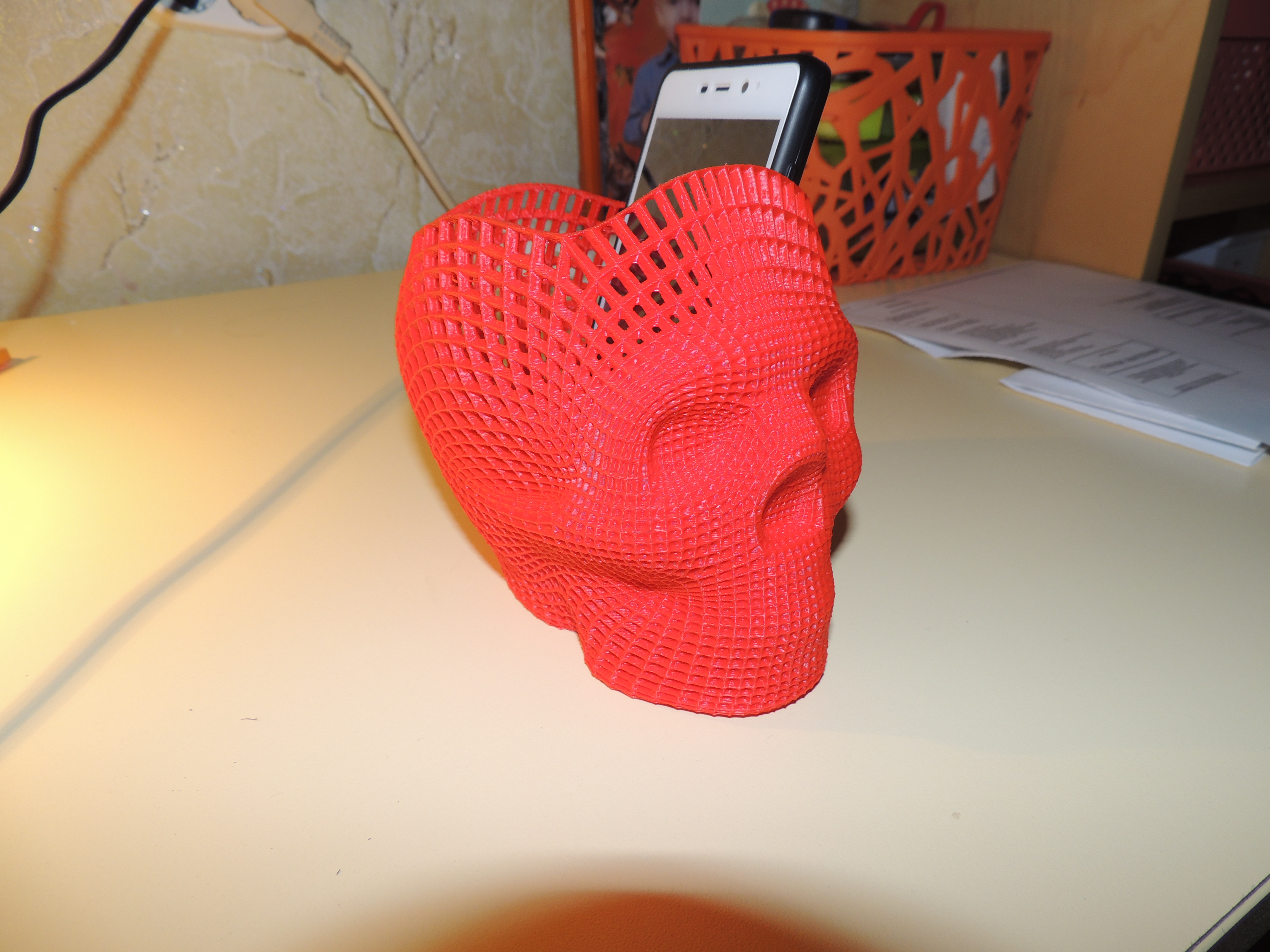
Кастомная подставка для ручек ребенку - пожалуйста (самое первое фото), жена на работу попросила такой симпотичный календарь

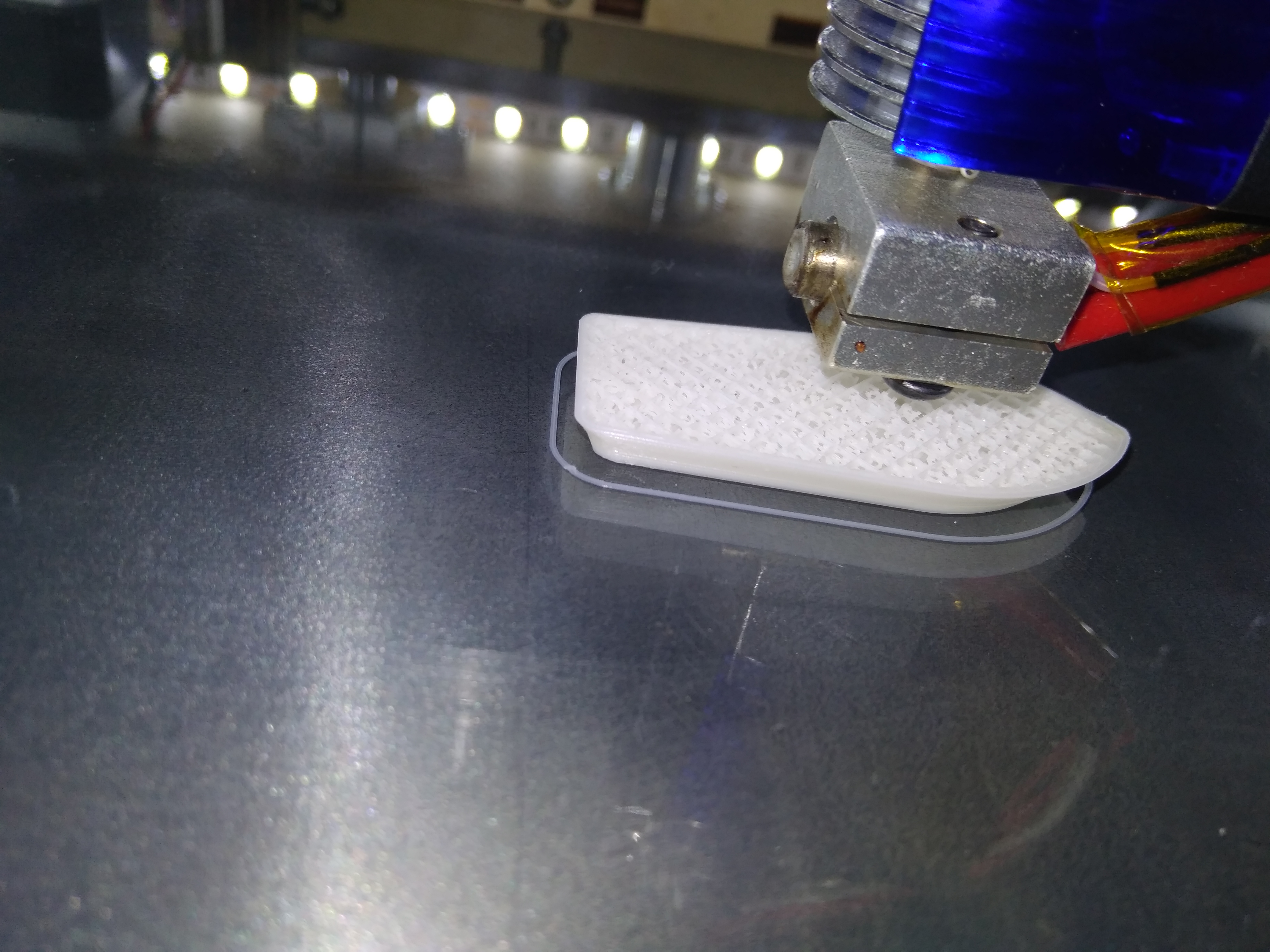
Ну и т.д. Печатать на нем самолеты конечно... сомнительно (хотя печататют, даже фюзеляж в полный профиль), а вот небольшие элементы типа моторам, различных креплений очень даже хорошо. Тем более что элементы можно сделать с сотовой структурой внутри - прочными и легкими.
Из пластиков для модельных целей наиболее подходит PETG - очень прочный, его очень трудно сломать, морозостойкий и не боиться УФ, правда дороговат - в 2-4 раза дороже пластика АБС и ПЛА, но АБС достаточно хрупкий и не морозостойкий, а ПЛА не терпит температур выше 60-90гр.
Далее расписывать прелести не буду - в статье на Тридшнике и так все разжевано, к тому же есть дотошный форум.
Сам сейчас собираю вторую версию принтера с небольшими доработками, если кому потребуются чертежы для резки - выложу на следующей недели, в них хочу свести к минимому сверловку и пиление, чтобы принтер собирался лишь с помощью отвертки и "такой то матери"))) шутка. Если нужны советы и помощь в постройке - пишите, подскажу что смогу, кто с Уфы - могу дать координаты недорогой резки фанеры.
Спасибо за внимание!













1. Корпус сверху открыт?
2. Каков максимальный размер напечатанных деталей?
3. Насколько тяжелым получился стол и насколько он люфтит на углах? Какой механизм юстировки?
4. Перемещение печатающей головки осуществляется весьма длинным и довольно тонким (6мм) ремнем, насколько точна схема?
5. Между подачей и экструдером больше полуметра трубки. Как насчет "соплей" и пропусков при переходе сопла?
2. стол 200*200*270. максимальные габариты используются очень редко. деталь во весь стол печатать оооочент долго даже на максимальной скорости. череп красный выше печатался 15 часов...
3. достаточно легкий чтоб двигатель его поднимал. а тяжелый зачем? не люфтит. люфт небольшой на самой оси может присутствовать из за зазора гайки на винте, но он устраняется, а если небольшой - не влияет на печать. калибровка стола посредством крутилок 4шт. по краям алюм платформы
4. очень точна. ремень тут никак не влияет. для особо мнительных есть армированные белые ремни, но там желательно двигатели помощнее, а так они ничего не дадут. скорости выше 200-300 ограничены уже самой технологией и пластиками конкретными
5. настройка ретракта. довольно геморойно, опытным путем, но после никаких проблем и соплей
п.с. вы перечислили косяки свойственные "прющам". у этой тумбочки этого нет. один раз правильно собранный принтер каких то доводок не требует. в основном "игра" идет в слайсере с конкретными настройками под конкретную модель и с конкретным пластиком.
3. Какую толщину слоя используете?
4. Очень точна - это как? Равномерную щель, длиной 100мм и толщиной 1мм для посадки детали на профиль или отверстие для посадки на трубку диаметром 10 делали? Иными словами, точность позиционирования 0.1мм при криволинейном движении система выдерживает?
5. Что есть " настройка ретракта "? Аппаратно или программно?
Объяснюсь. При разогреве экструдера до рабочей температуры из сопла выливается примерно 10мм пластика. При переходе на 100мм - примерно 1мм. При том, что расстояние между соплом и подачей - 70мм. У Вас на порядок больше при весьма эластичном пластике.
3. разную. от детали и от того что нужно получить. если деталь мелкие - 0,1мм. если средние и крупные то 0,2 или 0,3. толще не делаю. это для сопла 0,2 или 0,4
4. все делал. посадки зависят от пластика в данном случае, настраиваются параметром flow (текучесть) и отчасти температурой сопла. 0,1 выдерживает точно, но все же нужно понимать что печатать полужидким составом с точностью до соток невозможно. круглые отверстия я как правило печататю в +, потом прохожу разверткой или просто сверлом. тут еще стоит упомянуть один момент - сама трехмерная модель. которая всегда угловатая, а вот насколько мелкоугловата - это уже зависит от того как ее сохранил 3d редактор.
5. настройка ретракта только програмно. у боуден систем есть обязательно люфт 4-5мм - пруток ведь в трубку свободно подается, а не впритык. + текучесть пластика учитываем, пэтг например ооочень текуч, а сбс например эластичен - не терпит скоростного отката прутка. короче, без опыта это гемморой, лучше смотреть как народ настраивает под конкретные задачи. при разогреве любой пластик начинает течь - что мешает в слайсере в код вписать чтоб при начале печати он эти излишки втянул? я например не заморачиваюсь - слайсер всегда прогоняет пробный контур - на нем и стаются все излишки.
Соответственно, ответы в стиле "все хорошо, прекрасная маркиза" не интересуют никак, а интересует опыт реальной экплуатации данного конструктива.
2.1. Вы настраиваете стол перед печатью каждой детали или он достаточно стабилен для печати серий?
2.2. Если напрягают энергозатраты, то проще вообще ничего не делать, ибо комп тоже электричество кушает, пластик денег стоит и т.д.
2.3. Рельсы при износе просто заменяются, они весьма дешевы.
2.4 Естественно, принтер стоит в коробке с крышей и дверцей. Кстати, а как Вы детали вынимаете? Дверцы-то у Вас нет.
4. Выдерживает - хорошо, это радует. Остальное - понятно.
5. Вот, и я про это. Если подача относительно равномерна и непрерывна, как при печати колеса, то проблем не будет. Если печатается деталь типа стола на ножках, то при переходах печати получается длинный прогон, во время которого пластик из-за давления, созданного податчиком будет вытекать из сопла. Соответственно, в начале следующей ножки будет сопля от вытекшего пластика, а в начале контура - пропуск. При этом, на следующем слое сопло касается сопли и при высокой узкой ножке иногда ее сбивает. Чтобы этого избежать, надо чтобы податчик пластик втягивал, причем, для такой конструкции, довольно далеко. А потом обратно выпускал, да чтобы еще и каплю не сделать. И это вообще для каждого перехода.
Насколько это реализуемо и как это будет удлиннять время печати - большой вопрос.
5.1. При ближайшем рассмотрении, "сопли" на черепе весьма заметны.
фанерный стол некоторое время "усаживается", но потом уже нормально. если нужен сразу чтоб не подкалибровывать - люди заменяют на алюминиевый, но он заметно дороже.
дверцы нет, вот и хочу в новой версии закрыть бока и поставить спереди дверцу
ПЭТГ наверное печатали? или сбс? там как ни старайся а все равно то тут точка, то там сопелька. это уже особенности пластика. постобработку пока еще никто у FDM принтеров не отменял. нужен идеал - гоу к фотополимерным, там и идеал и точность и все прелести жизни. кроме прочности...
сопли на черепе - это известный компромисс между качеством и прочностью с АБС пластиком, если конечно нет условий термокамеры. поясню. если включить обдув - деталь будет вообще идеал, ни одной сопли, но у АБС пластика плохая межслойная склейка, и она ухудшается с обдувом очень сильно + деталь может спокойно треснуть по слою. а вот если печатать без обдува на горячую - прочность приличная, но иногда проскальзывают соплюшки. обдув в термокамере конечно лучше, его и хочу собрать. ПЭТГ пластик в этом плане хорош, ему обдув почти до фонаря, стоит только зараза дорого...
Если при похожих артефактах печати у Вас все хорошо, а у меня требуются доработки модели - опять же, искренне рад.
Как и по предыдущему пункту, с изрядной долей скепсиса.
В любом случае, благодарю за проявленное внимание, позволившее по-другому взглянуть на конструктив.
PETG - мягкий и гибкий пластик, ASA - гораздо жестче и нужен там, где детали не должны деформироваться, прогибаться.
Обдув далеко не "до фонаря", АБС, конечно, в этом плане не превзойти, его ведет даже в термокамере, но и для других комбинация скорости обдува и скорости печати иногда не однозначна.
Например, недавно PETG шли по 2800 за 2х-килограммовую катушку.
У ASA, натуральный цвет - белый, в точности как Ваши колесики получаются.
p.s. кстати выбор прутков 1.75 больше на рынке.
"Очень страшное кино" тоже на Вашем 3Д-принтере снималось?! ))))))
я собирал из этих запчастей, только нагреватель силиконовый, реле твердотельное, вместо кучи подшипников заказывал готовые шпули.
https://ru.aliexpress.com/item/1pcs-silicone-heating-pad-heater-220V-200W-200-200mm-for-3d-printer-heat-bed/32590540224.html?spm=a2g0s.13010208.99999999.342.fk1XE4
нужна еще алюм пластина. ее или ищем или покупаем готовую. я пилил - у меня был кусок 4мм амг люминь. грелка клеется к ней (на грелке есть слой клея 3М) снизу. и все. между грелкой и фанерным основанием ложим кусок базальтовой изоляции, покупаем в банных/каминных магазинах. она и как теплоизолятор, и как противопожарная прокладка. напряжение однозначно 220В, это безопаснее, т.к. проще подать на нее 1А при 220, чем 20А при 12В. стол нагревается до 120гр. за 6-7мин